




pliage (suite)
Machines à plier universelles
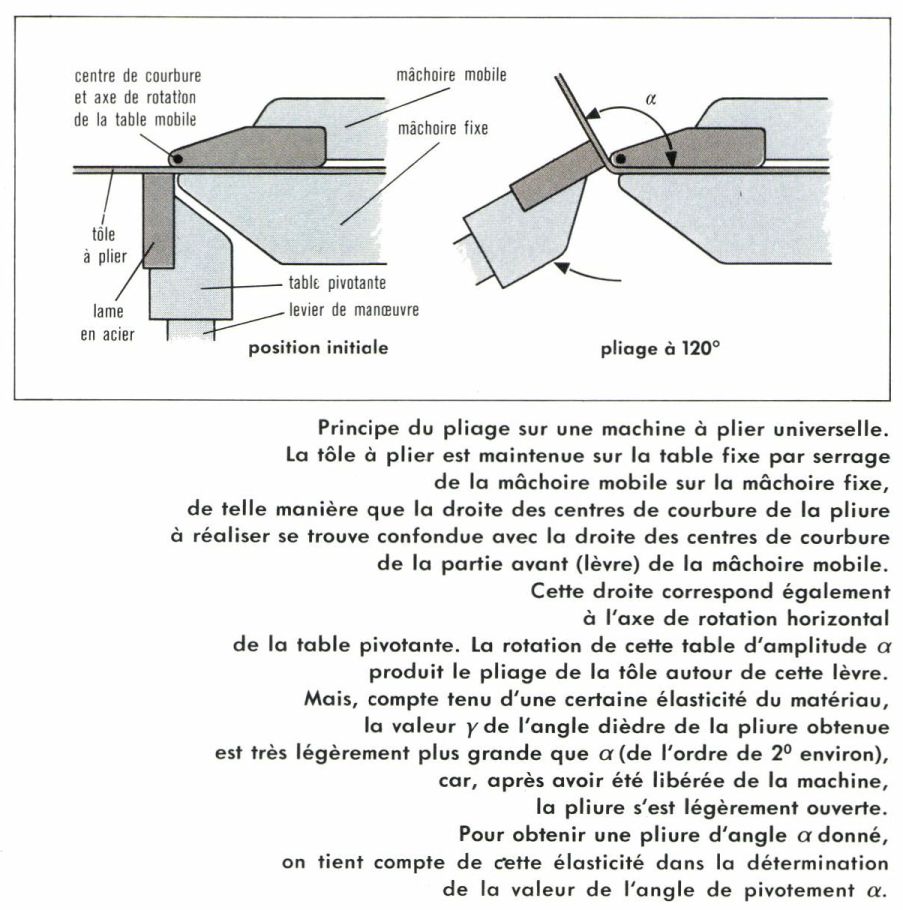
Appelées encore plieuses, ces machines sont constituées par une table mobile pouvant pivoter autour d’un axe horizontal disposé à l’avant d’un ensemble de deux mâchoires, dont l’une, fixe, constitue la partie avant d’une table fixe et dont l’autre, mobile, permet le serrage de la tôle sur cette table fixe. L’axe de rotation de la table mobile est réglable suivant l’épaisseur de la tôle à plier, de même que la distance de cet axe à la face avant de la lame d’acier solidaire de la table pivotante.
Machines à cintrer
Encore appelées machines à rouler, ces machines sont constituées par trois ou cinq rouleaux horizontaux parallèles. Dans la machine à trois rouleaux, la tôle est posée sur les deux rouleaux inférieurs, et le rouleau supérieur mobile verticalement vient déformer la tôle en appui sur les deux autres. Lorsque le rouleau supérieur est en place, le cintrage de la quasi-totalité de la tôle s’obtient en faisant tourner les rouleaux à vitesse constante, de manière que la tôle passe régulièrement entre les trois rouleaux. Lorsque le rouleau supérieur est démontable, on peut ainsi former des viroles entièrement refermées. Ces machines à trois rouleaux présentent l’inconvénient de laisser subsister des plats au début et à la fin des tôles ainsi cintrées. Les machines à quatre rouleaux permettent un cintrage plus régulier.
Grâce à elles, on peut également façonner des viroles coniques, si l’on règle obliquement la position des rouleaux latéraux.


Presses à plier
Encore appelées presses plieuses, ces machines sont de conception analogue aux presses d’emboutissage et de découpage, à l’exception du coulisseau qui est de très grande longueur et de très faible largeur afin d’être spécialement adapté au pliage de tôles de grandes dimensions. Le bâti de ces machines est généralement en acier mécano-soudé, et l’effort de fermeture (pouvant aller de quelques dizaines de tonnes pour les petites machines à quelques centaines de tonnes pour les grandes) est obtenu soit par un système mécanique, soit par des vérins hydrauliques.
Pour plier des tôles minces jusqu’à 1,5 mm d’épaisseur, on procède à fond de matrice ou en frappe, comme pour l’emboutissage. La matrice est fixée sur le tablier inférieur de la presse, et le poinçon est fixé à la partie inférieure du coulisseau mobile.
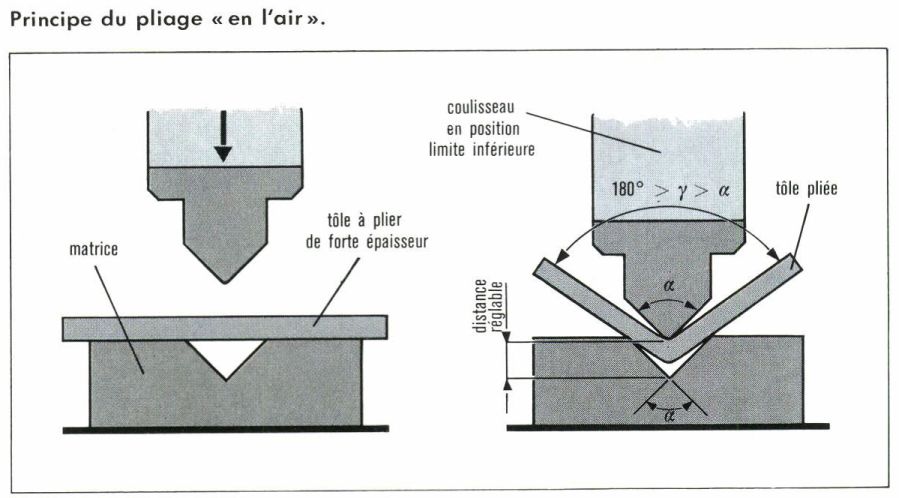
Pour plier des tôles épaisses, on procède par pliage en l’air : les sections de la matrice et du poinçon sont chacune en V d’angle bien inférieur à l’angle de pliage à réaliser. On arrête la descente du coulisseau à une position prédéterminée, telle qu’après remontée de l’ensemble poinçon et coulisseau la tôle garde une pliure d’angle dièdre α cherché.

Profileuses
Ces machines à plier utilisent un grand nombre de rouleaux de forme. Elles sont surtout utilisées dans l’industrie aérospatiale ainsi que pour la fabrication de caravanes et de panneaux de façade d’immeubles.
G. F.
➙ Chaudronnerie / Découpage / Emboutissage / Estampage / Matriçage.
R. Neveu et O. Pireaux, Technologie générale professionnelle, t. I (Dunod, 1958). / A. Quercy, le Travail des métaux en feuille (Dunod, 1962). / R. Quatremer, Découpage-emboutissage (Delagrave, 1966).