P. Aubry, Cent Motets du xiiie siècle (Geuthner, 1908 ; 3 vol.). / Y. Rokseth, Polyphonies du xiiie siècle (l’Oiseau-Lyre, 1936-1939 ; 4 vol.). / F. Gennrich, Bibliographie der ältesten französischen und lateinischen Motteten (Darmstadt, 1957 ; 2 vol.).
moteur automobile
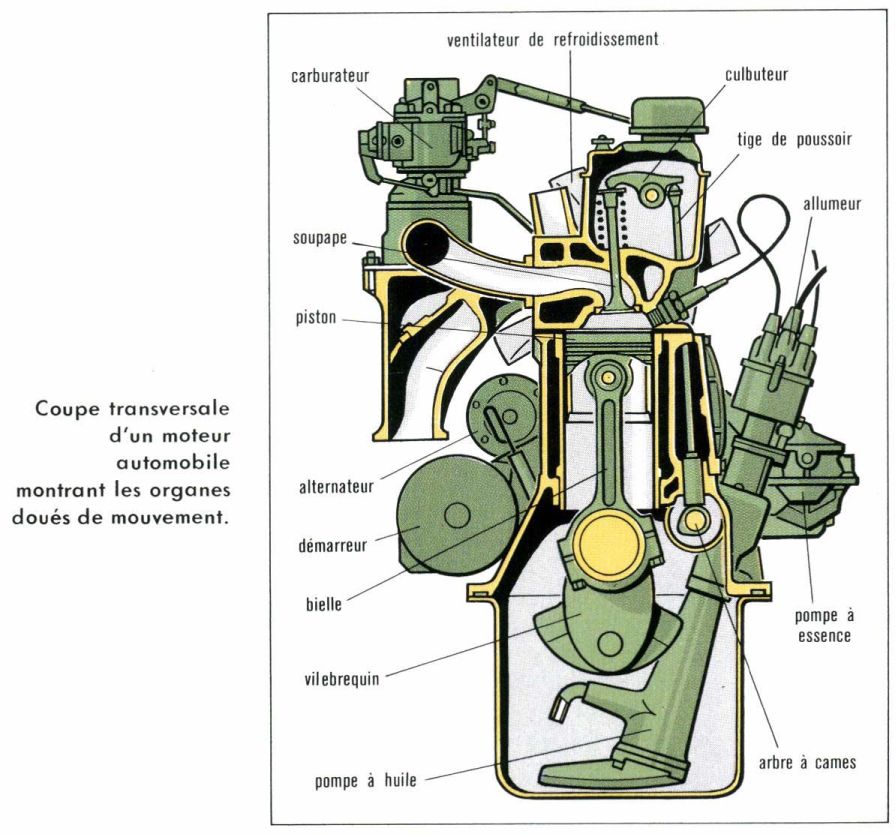
Mécanisme transformant l’énergie thermique de la combustion d’un mélange air-carburant, gazeux et comprimé, en énergie cinétique utilisée pour actionner les roues motrices d’un véhicule.
Constitution d’un moteur
La combustion du mélange carburé s’effectue dans une chambre de combustion composée d’un cylindre fermé à sa partie supérieure par une culasse. Sous l’action combinée de la chaleur et de la forte pression qui en résulte, un piston, qui peut coulisser dans le cylindre, est chassé vers le bas. Il est articulé sur une bielle qui transforme son mouvement rectiligne en mouvement circulaire d’un arbre vilebrequin auquel elle est reliée. Cette action motrice est ensuite conduite aux roues par l’intermédiaire de la transmission. L’ensemble des organes moteurs est enfermé dans un bâti, clos à la partie inférieure pour constituer le carter du moteur qui sert de réservoir d’huile de graissage. La réunion de plusieurs cylindres forme un bloc-moteur. À l’origine, les cylindres étaient usinés et montés séparément. On réduisit le poids, tout en augmentant la rigidité de l’ensemble, en coulant le bloc d’une seule pièce, venue de fonderie. Cette solution, dite « des cylindres à chemises sèches », n’est plus guère adoptée. Elle nécessite l’emmanchement à force, dans le bloc, de chemises minces en acier nitruré, qui ne sont pas en contact direct avec l’eau de refroidissement. On lui préfère la fabrication à cylindres séparés qui sont, ensuite, montés côte à côte dans un bâti carter en fonte ou en acier. Ce procédé simplifie le remplacement des cylindres usés, qui peut se faire sans déposer le moteur. À la fonte, contenant une certaine teneur en nickel et en chrome, on substitue maintenant l’aluminium recouvert d’une mince pellicule de chrome poreux par des procédés électrolytiques. L’amélioration du refroidissement qui en résulte autorise l’emploi de rapports volumétriques plus élevés.
La culasse, qui ferme le cylindre à sa partie supérieure, est une pièce rapportée généralement en forme de demi-sphère. Elle est percée d’ouvertures nécessaires pour le passage ou la fixation des soupapes, des bougies, des goujons de montage, des fixations des tuyauteries d’admission et d’échappement et des communications avec les chemises d’eau de refroidissement. On utilise l’aluminium pour sa fabrication et, au montage, on interpose, entre bloc-cylindres et culasse, un joint d’étanchéité destiné à corriger les déformations qui se produisent pendant le fonctionnement du moteur.
Le piston est composé de deux parties, la jupe et le fond, qui la coiffe à sa partie supérieure. La jupe doit être cylindrique pendant le fonctionnement ; à l’usinage, on la rectifie de manière que son diamètre diminue du bas vers le haut pour compenser les inégalités de dilatation entre le bas et le fond, où la chaleur est plus élevée. Elle porte d’une part un certain nombre de gorges dans lesquelles s’insèrent les segments, ou anneaux élastiques assurant l’étanchéité du coulissement du piston dans le cylindre, d’autre part des bossages, ou parties cylindriques transversales, qui supportent l’axe sur lequel s’articule la bielle. Le fond du piston est un disque plat, renforcé intérieurement par des ailettes qui lui permettent de résister aux pressions de combustion de l’ordre de 40 kg/cm2. Le piston est fabriqué à partir d’un alliage d’aluminium.
La bielle est articulée sur l’axe du piston par son pied et sur le maneton du vilebrequin par sa tête. Elle doit être aussi courte que possible pour éviter qu’elle ne flambe sous l’action des fortes compressions qu’elle subit. Les contraintes mécaniques, notamment de frottement, sont maximales autour de la liaison tête de bielle-maneton du vilebrequin. La tête de bielle a un diamètre plus grand que celui du pied et elle est montée sur coussinet, sorte de coquille mince en acier garni d’antifriction. La technique moderne est en faveur du métal rose, alliage à 70-80 p. 100 de cuivre pour 20 à 30 p. 100 de plomb que l’on coule sur le coussinet. Ses qualités antifriction sont légèrement altérées. En revanche, il résiste parfaitement aux contraintes de pression qui, dans les moteurs à grande puissance massique, sont très élevées. La bielle est fabriquée à partir soit d’acier au nickel-chrome, soit de Duralumin, plus léger et assurant un meilleur refroidissement.
Le vilebrequin, construit en acier ou en fonte aciérée, est coudé pour former les manetons qui reçoivent les têtes de bielle. Il repose sur des paliers, ménagés dans le bâti-moteur, par ses tourillons, articulés sur coussinet. Un maneton et deux bras contigus forment une manivelle. Du côté de la transmission, le vilebrequin porte, à son extrémité, un volant d’inertie qui répartit le temps moteur du cycle sur les trois autres, qui sont résistants. À l’autre extrémité, on trouve le mécanisme en dents de loup utilisé pour la mise en marche à la main. Les bras de manivelle sont prolongés, en direction opposée, par des contrepoids d’équilibrage des manetons et de l’équipage piston-bielle, en mouvement alternatif, qui affectent la forme d’un flasque. En général, on désaxe le vilebrequin en écartant légèrement son axe du plan des cylindres pour réduire l’obliquité de la bielle en mouvement descendant au moment où la pression latérale sur le cylindre est maximale. Le calage des manetons consiste à déterminer leur position angulaire de manière que la succession des explosions, dans un multicylindre, soit régulière. Avec un monocylindre à 4 temps, il se produit une explosion pour 2 tours de maneton. Devant se trouver en position haute pour chacune d’elles, celui-ci aura tourné de 2 × 360° = 720°. Pour un multicylindre, la position angulaire des manetons sera divisée par le nombre de cylindres de façon que les pistons se succèdent au point mort haut après un intervalle de temps et une rotation égaux à eux-mêmes. Par exemple, pour un 2-cylindres en ligne, on calera les manetons à 720°/2 = 360° l’un de l’autre ; pour un 4-cylindres, à 720°/4 = 180° ; pour un 6-cylindres, à 720°/6 = 120° ; enfin, pour un 8-cylindres, à 720°/8 = 90°. Pour des raisons d’équilibrage statique et dynamique il faut réduire au minimum la longueur du vilebrequin. On dispose donc les cylindres en V ou à plat par paires. Un 8-cylindres en V présente quatre manetons avec deux bielles articulées à 90° sur chacun.