



 Éd. 1971-1976
Éd. 1971-1976médaille
Pièce métallique, en principe en forme de pièce de monnaie, destinée soit à commémorer un événement important, soit à être remise ou décernée à titre de récompense, ou encore à honorer des personnalités célèbres, à quelque titre : hommes d’État, savants, écrivains, artistes, militaires, etc.
Indépendamment du procédé, qui n’est plus que rarement employé et qui consiste à souder deux plaques obtenues par repoussage de feuilles de métal, on fabrique les médailles soit par coulée du métal fondu dans des moules, soit par frappe, par une technique analogue à celle des fabrications monétaires. La méthode par fusion est pratiquement réservée à la fabrication de pièces de grandes dimensions, qui prennent alors le nom de médaillons.
Les médaillons artistiques sont habituellement de contour circulaire et à deux faces, l’une dite avers ou face et l’autre revers ; certaines ne présentent qu’un avers, l’autre face restant plane ou lisse. On fait aussi des médailles artistiques rectangulaires, dites plaquettes, et même polygonales. Les métaux utilisés sont l’or, allié au cuivre ou à l’argent, l’argent, allié au cuivre, et le bronze, le plus souvent alliage de cuivre et de zinc, dit demi-rouge. Les médailles à base d’argent peuvent être dorées ; on les dit alors en vermeil. Celles qui sont en bronze peuvent aussi être dorées ou argentées. Sont rattachés aux médailles les jetons de jeu, d’ailleurs très proches des pièces de monnaie.
Les médailles destinées à être suspendues à un ruban, comme les décorations, ou à un collier, comme les médailles religieuses, sont pourvues du dispositif afférent à ce rôle, appelé bélière. La dimension caractéristique d’une médaille est son module, ou diamètre exprimé en millimètres.
Frappe des médailles
La fabrication des médailles frappées emploie les mêmes principes généraux que celle des monnaies : on utilise deux coins en acier présentant chacun la contrepartie en creux des reliefs de la médaille. Toutefois, la conduite de la frappe est différente de celle des monnaies en raison de l’importance plus grande des reliefs, qui nécessite plusieurs passes, chacune d’elles étant suivie d’un recuit, puis d’un dérochage.
• Dans la méthode dite à l’italienne, l’outillage comporte deux coins et une virole. Cette méthode fournit la tranche lisse, exactement cylindrique, et ne peut convenir que pour les médailles rondes. Après chaque passe, la pièce doit être extraite à force de la virole, puis replacée dans la virole pour la passe suivante. On doit rengréner à la main pour que les coins et la médaille se retrouvent dans les mêmes positions relatives.
• Dans la méthode dite à la française, l’outillage ne comprend que deux coins ; le métal s’étale librement à la frappe, comme autrefois pour les monnaies ; la tranche est façonnée ensuite par une opération d’usinage au tour, ou à la lime s’il s’agit de plaquette. Les coins sont placés dans une boîte, qui est une pièce d’outillage annulaire dont le diamètre intérieur est celui du diamètre extérieur des coins et dans l’alésage de laquelle est pratiquée une rainure, où on place une clavette ; les coins sont rainurés à la demande de cette clavette. Ainsi sont assurés automatiquement le centrage et l’orientation des coins en même temps que sont supprimées les manœuvres de force que l’on trouve dans la frappe en virole. Pour le tournage de la tranche des médailles frappées en boîte, on utilise de petits tours, dont la broche porte à la place de la pointe un empreint, obtenu au moyen du poinçon qui a servi pour l’établissement du coin, et une contre-pointe à dispositif de serrage élastique.
Les médailles reçoivent leur aspect définitif, dorure et argenture s’il y a lieu, puis patine, par des traitements semi-chimiques variables avec le métal et le but cherché : pour l’argent et le bronze, l’opération de patine comprend un noircissage par sulfuration avec ou sans sablage préalable, puis un éclaircissage des reliefs à la poudre de ponce et finalement l’application d’un vernis incolore.
L’outillage de frappe
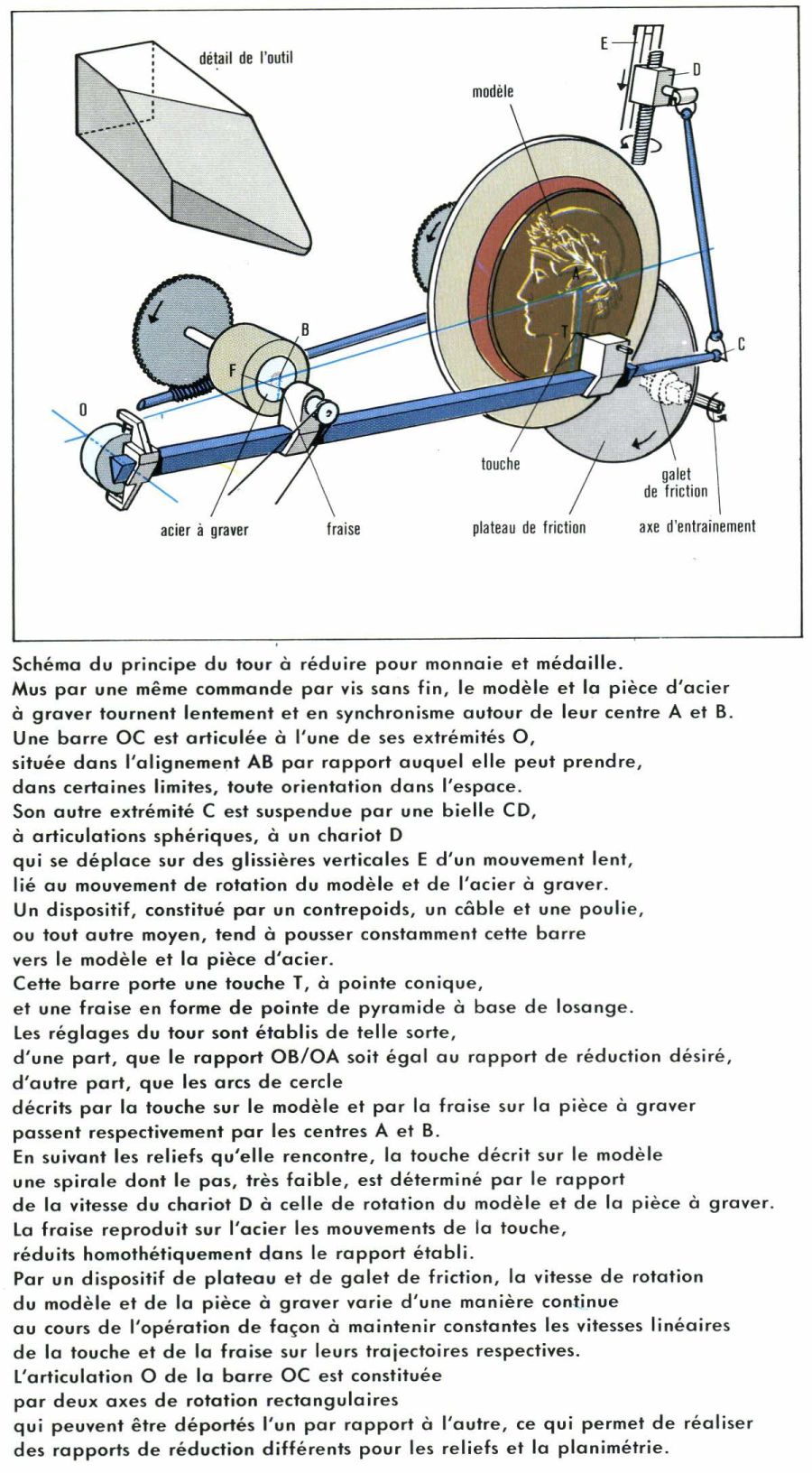
Comme dans la fabrication des outillages monétaires, les coins des médailles sont obtenus par l’empreinte d’un poinçon, qui présente en relief les motifs mêmes de la médaille. Autrefois gravés à la main, les poinçons sont aujourd’hui établis par des travaux mécaniques, à partir du modèle à grande échelle, provenant de l’œuvre modelée par l’artiste et transformée par moulage (fonte de fer ou bronze) ou par galvanoplastie (cuivre nickelé). La machine utilisée, appelée tour à réduire, transporte sur acier, en les réduisant homothétiquement, les motifs et les reliefs du modèle.
Une fois usiné, le poinçon d’acier reçoit les formes et les dimensions requises, et, après trempe, il est prêt pour la préparation du coin. Cette opération est progressivement conduite au moyen d’un balancier. Après recuit si c’est nécessaire, le galet d’acier destiné à constituer le coin reçoit, par usinage au tour, sur la face sur laquelle se fera l’empreinte, une forme de révolution suivant un profil incurvé présentant une pointe centrale très marquée. Un premier coup de balancier écrase cette pointe et fournit une empreinte partielle de faible diamètre. Après un nouveau recuit, le galet est remis sur le tour pour enlever les parties périphériques de cette empreinte qui sont jugées mauvaises. Un second coup de balancier agrandit l’empreinte ; puis, après recuit, le galet est remis sur le tour pour ne conserver que la partie satisfaisante, et ainsi jusqu’à obtention de l’empreinte totale correcte. On donne alors au galet, par usinage, formes et dimensions normales, puis on le trempe.
Les aciers employés, tant pour les poinçons que pour les coins, doivent être d’une part souples à l’état recuit, d’autre part durs et résistants à l’état trempé.
Réglementation
La loi du 5 germinal an XII, codifiée par les articles 9 à 11 du Code des instruments monétaires et des médailles (décret du 26 juin 1952), interdit à toute personne de frapper ou de faire frapper des médailles, jetons ou pièces de plaisir, d’or, d’argent ou de tout autre métal, ailleurs que dans les ateliers de l’administration des Monnaies et Médailles, à moins d’être munie d’une autorisation spéciale du ministre des Finances. Néanmoins, toute personne peut dessiner ou graver ou bien faire dessiner ou faire graver des médailles, mais celles-ci doivent être frappées avec le coin, remis à l’administration des Monnaies et Médailles. Toute médaille nouvelle doit donner lieu au dépôt, tant à la Bibliothèque nationale qu’au musée monétaire de l’administration des Monnaies et Médailles, d’un exemplaire si elle est frappée par l’administration des Monnaies et Médailles ou si elle a été frappée par une personne autorisée à frapper des médailles. Ces dispositions ne concernent pas les médailles fabriquées par fusion et coulées dans des moules. D’autre part, il est interdit de détenir ou d’employer des machines, appareils ou instruments susceptibles d’être utilisés dans la fabrication des monnaies, sauf autorisation délivrée par l’autorité préfectorale (décret du 20 mars 1904).
L. D.