L’arrivée des réfugiés de Palestine lors de la naissance de l’État d’Israël la porta à 108 000 habitants en 1952. ‘Ammān, devenue dès lors la capitale d’un État étendu sur les deux rives du Jourdain, s’accrut rapidement, Jérusalem, coupée en deux, ne pouvant faire figure de centre pour le nouvel État. La population atteignait 246 000 habitants en 1961 et 330 000 en 1966. Après la guerre de juin 1967, on estime que 100 000 à 150 000 réfugiés se sont ajoutés à la population de la ville, qui devait dépasser en 1969 le demi-million d’habitants. Dès avant 1967, la proportion des habitants d’‘Ammān nés en Palestine était de l’ordre de 50 p. 100. Cette situation n’a pas été sans créer des tensions internes entre les différents éléments, d’autant plus qu’une partie des réfugiés vivaient encore dans des camps et qu’au total un quart de la population loge dans des habitats sommaires. Ces tensions ont dégénéré en conflit ouvert en 1970 lorsque fedayin palestiniens et forces royales jordaniennes se sont affrontés violemment, détruisant ou endommageant la majeure partie de la ville ; les combats ont fait des centaines de victimes dans la population.
X. P.
J. M. Hacker, Modern ‘Amman, a Social Study (Durham, 1960).
ammoniac
Gaz à l’odeur caractéristique, âcre, pénétrante et suffocante, de formule NH3, utilisé comme fertilisant et pour la fabrication des engrais azotés de grande consommation. (V. azote.)
Fabrication
Sa synthèse à partir d’hydrocarbures et d’azote atmosphérique est aujourd’hui une sous-industrie commune du pétrole et de la chimie. Industrialisée en Allemagne pendant la Première Guerre mondiale, elle permet de passer par oxydation à l’acide nitrique et de remplacer les nitrates auparavant importés. Actuellement, la quasi-totalité de l’ammoniac dans le monde est produite par synthèse à partir d’hydrogène d’origine pétrolière et d’azote, réaction très exothermique : N2 + 3 H2 → 2 NH3 + 22 calories.
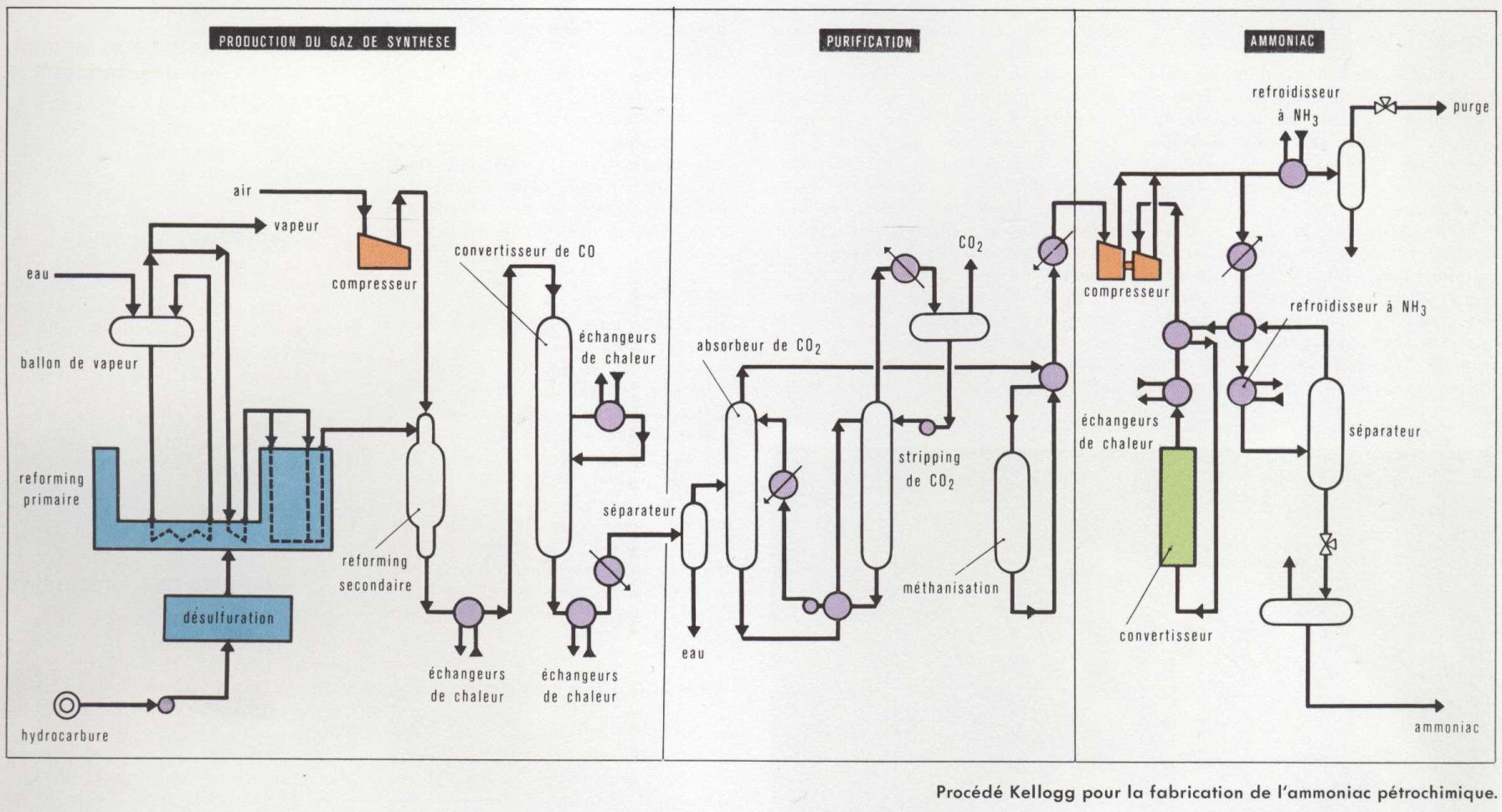
La production mondiale d’engrais azotés est de 50 millions de tonnes par an, et la taille unitaire des usines d’ammoniac atteint 1 500 t par jour. Les trois étapes successives de cette fabrication, dans le procédé intégré, sont la production de gaz de synthèse, sa purification et la synthèse proprement dite.
Production de gaz de synthèse
Les procédés anciens de production d’hydrogène (gaz à l’eau ou électrolyse) ont fait place à la dissociation catalytique d’hydrocarbures gazeux ou liquides suivant la réaction générale accompagnée de la réaction partielle CO + H2O → CO2 + H2.
Dans ce procédé dit « de steam-reforming » (reformage à la vapeur d’eau), le catalyseur, constitué par du nickel sur un support en céramique, est placé dans les tubes d’un four. L’opération est continue, le four étant chauffé au gaz ou au fuel. L’hydrocarbure à dissocier (gaz naturel, butane ou essence) a été désulfuré au préalable afin de ne pas désactiver le catalyseur. Il traverse les tubes mélangé à une quantité triple de vapeur d’eau et, à 950 °C environ, subit une première dissociation (reforming primaire). Dans un second four, constitué par une cuve en maçonnerie dans laquelle on injecte de l’air, se produit le reforming secondaire vers 1 100 °C : le rendement en hydrogène est amélioré, et la proportion voulue d’azote est introduite dans le gaz de synthèse.
Purification du mélange
Elle commence par la conversion catalytique du monoxyde de carbone CO en gaz carbonique CO2 ; après refroidissement partiel, le gaz de synthèse passe dans deux convertisseurs, le premier contenant des oxydes de fer et de chrome, le second un oxyde de zinc comme catalyseur. Le gaz carbonique est ensuite absorbé par un lavage avec une solution de monoéthanolamine ou de carbonate de potassium K2CO3, absorbant qui est régénéré par chauffage.
Les quantités subsistantes d’oxyde de carbone et de gaz carbonique sont converties en méthane CH4 à l’aide d’un catalyseur à l’oxyde de nickel, suivant les réactions : CO + 3 H2 → CH4 + H2O ;CO2 + 4 H2 → CH4 + 2 H2O.
Cette méthanisation est suivie d’un passage du gaz sur des tamis moléculaires, produits absorbants qui retiennent l’humidité (H2O). On peut également séparer cette dernière par cryogénie. Le gaz de synthèse passe enfin sur une colonne de rectification pour éliminer le méthane, l’argon et surtout les traces d’oxyde de carbone, nocives pour la réaction finale.
Synthèse de l’ammoniac
Elle s’opère entre 450 et 500 °C, en présence de catalyseur à base d’oxyde de fer. Une pression élevée, entre 140 et 210 bars, est favorable à l’équilibre réactionnel, alors qu’une température trop haute est défavorable.
Le passage unique d’une quantité déterminée de gaz de synthèse à travers le catalyseur ne permet de transformer qu’une fraction de l’hydrogène et de l’azote en ammoniac. Il est donc nécessaire de recycler le gaz non réagi après séparation de l’ammoniac formé dans le convertisseur.
Coût du procédé. Le prix du marché, de l’ordre de 1 000 F/t (1976), se réfère à de grosses unités de production à récupération de chaleur très poussée avec production de vapeur d’eau utilisée dans les turbines, qui entraînent des compresseurs centrifuges. Néanmoins, il subsiste de nombreux problèmes technologiques, dont la corrosion, qui exige l’utilisation d’alliages spéciaux, en particulier pour le four de reforming primaire, où les tubes sont en acier inoxydable Cr/Ni.
Stockage
L’ammoniac anhydre liquide est stocké en bouteilles, citernes ou réservoirs sous sa propre pression, qui est de 6,5 bars effectifs à 15 °C. Il se liquéfie à – 33 °C sous pression atmosphérique et est stocké à faible pression par autoréfrigération.