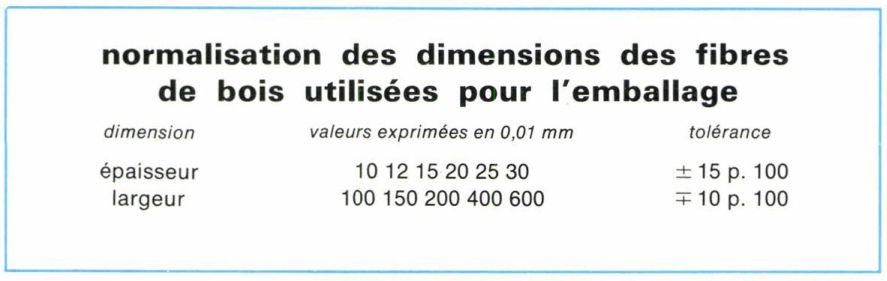
C’est surtout comme matière d’emballage de produits alimentaires que l’on connaît la fibre de bois. Celle-ci se signale par sa propreté d’emploi et son absence de poussière. Elle est légère, élastique et résiste à la pourriture. Dans l’emballage de fruits, il est important que l’air puisse pénétrer, exigence facilement satisfaite par les fibres. Dans cet emploi, leurs caractéristiques sont normalisées. La fibre de bois est également utilisée comme matière de rembourrage pour meubles et matelas bon marché. Un autre emploi, très limité, est celui qui concerne l’utilisation de fibres de résineux dans les poulaillers et pour l’élevage des bovins en logettes dans les pays pauvres en paille. Ce matériau présente dans ce cas une capacité d’absorption élevée, une propreté impeccable, une manipulation facile et une relativement bonne tenue dans le temps.
Une dernière utilisation intéressante dans le domaine de la construction est celle de matière première pour la confection de panneaux fibragglos. Mélangées avec des liants hydrauliques (ciments Portland, magnésiens ou plâtre), les fibres de bois permettent de réaliser des matériaux de remplissage ou des revêtements légers qui ne surchargent pas les ossatures et les charpentes. Outre des qualités d’isolations thermique et acoustique indéniables, ils sont en même temps incombustibles. La fibre de bois (de pin particulièrement), séchée préalablement à une humidité de 8 p. 100 et imprégnée d’un mouillant (silicate de sodium par exemple) pour faciliter l’adhésion du liant sur le bois, est malaxée avec du ciment, et le produit obtenu est mis dans un moule durant vingt-quatre heures. On utilise généralement des moules de 2 × 0,5 m pour obtenir des panneaux de 15 à 100 mm d’épaisseur ; on peut aussi réaliser des corps creux de dimensions diverses. Pour réaliser 1 m3 de panneaux, on compte, en moyenne, de 120 à 150 kg de fibres de bois et, suivant les besoins, de 150 à 300 kg de ciment.
A. V.
fibre de verre
Filament continu ou non, obtenu à partir de verre fondu.
Les fils continus de verre de diamètre suffisamment faible, de l’ordre de 5 μ, assemblés et torsadés, ont un caractère textile et constituent la Silionne. Les fils fins discontinus, mais assemblés en mèche, de caractère également textile, constituent la verranne. Les filaments discontinus plus grossiers, reçus en vrac, sont utilisés en matelas souples ou en panneaux encollés aux résines pour l’isolation thermique ou la correction acoustique et constituent les fibres de verre proprement dites. Les mots soie, ouate ou laine de verre, pour désigner respectivement les fils continus et les fibres en vrac, ne sont plus employés.
Conditions de formation
L’aptitude d’un fluide à donner par étirage un filament dépend de la viscosité, qui doit assurer une certaine cohésion (η ≃ 1 000 à 5 000 poises), et de la tension superficielle, qui ne doit pas provoquer la striction. Dans le cas du verre, le quotient viscosité/tension superficielle est de l’ordre de 10 dans la zone de filage. La viscosité s’accroissant énormément avec le refroidissement, les parties éventuellement renflées et restant plus chaudes continuent à s’étirer, et cet effet autorégulateur contribue à la formation d’une fibre cylindrique très régulière.
Le verre est délivré soit par la fusion d’une baguette chauffée au chalumeau, et la formation se fait sans filière (ancien procédé des fileurs de verre), soit en alimentant en verre fondu un trou de filière. Contrairement à ce qui se passe pour le tréfilage d’un métal, la dimension de ce trou est hors de proportion avec le diamètre du fil à obtenir (9/10 de millimètre pour un fil de 4 μ). L’étirage se fait entièrement dans le bulbe sous-jacent. La vitesse d’étirage peut être très élevée : de 50 à 70 m/s pour les fils de Silionne ; l’accélération dans le bulbe est considérable (100 000 g).
Procédés de production
Étirage mécanique
Celui-ci est obtenu au cours de l’enroulement continu du fil sur un tambour. L’ancien procédé des fileurs de verre, qui consistait à étirer une baguette chauffée au chalumeau par enroulement du fil sur la jante d’une roue de bicyclette (soie de verre), s’est industrialisé sous la forme d’un râtelier de baguettes à avance contrôlée, dans un rideau de flammes ponctuelles, et à enroulement sur tambour (procédé Schuller). Le procédé Gossler utilise un petit four tubulaire en réfractaire, dans lequel du verre est refondu et s’écoule par les trous ménagés au fond. Le réamorçage est automatique si ce fond est constitué par une plaque métallique chauffante. Les fibres Gossler ont généralement 25 μ de diamètre ; elles ne sont pas textiles, mais sont utilisées en écheveaux pour constituer des sous-planchers (planchers flottants). Notablement amélioré, le procédé Gossler a conduit au procédé Owens-Corning. Le verre est fondu dans un creuset de platine chauffé par effet Joule et dont le fond est formé d’une multitude de tétons perforés, de profil judicieux. Le nombre de ces trous a été porté de 102 à 204, puis à 408 et au-delà, trous à partir desquels une nappe de fils très fins (de 4 à 8 μ) sont simultanément étirés et rassemblés sur un doigt d’ensimage avant de s’enrouler sur le tambour. Le réamorçage se fait à la main lorsque plusieurs fils se sont rompus. Dans les réalisations récentes, le verre n’est pas refondu en creuset, mais fabriqué dans un four alimentant directement les filières, dont le nombre peut atteindre une centaine pour une unité de production.
Entraînement par fluide gazeux
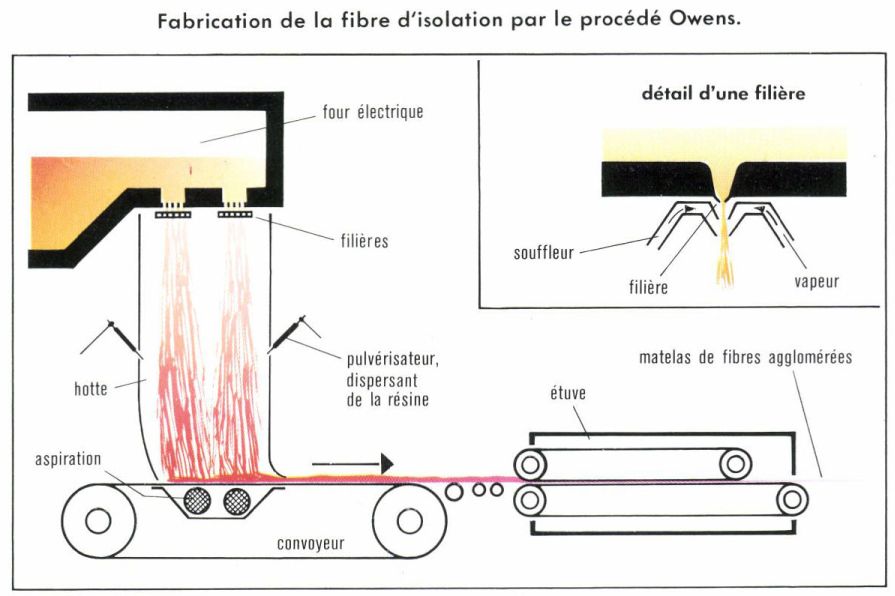
Le verre, fondu comme précédemment dans un creuset de platine ou amené d’un four sur un fond métallique perforé, est happé à la sortie des tétons entre deux nappes de jets convergents de vapeur ou d’air comprimé (procédé Owens) éjectés à grande vitesse. Les veines liquides éclatent ou sont étirées sous la forme de fibres plus ou moins longues, qui viennent se plaquer sur un tapis ou sur un tambour grillagé, sous lequel règne une aspiration. Suivant le débit et la grosseur des fibres, selon qu’on reçoit ces fibres telles quelles, en matelas, ou qu’on les aligne en mèche, on obtient la fibre à usage d’isolation ou la verranne à usage textile. Dans le premier cas, on pulvérise en même temps une suspension à base de résine de phénol-formol qui assure, après séchage ou cuisson, la cohésion du matelas. Dans le second cas, on procède à un ensimage qui permet le glissement des fibres pour adapter le titre du fil textile obtenu à partir de la mèche.