




distillation du pétrole (suite)
Depuis 1970, on sait construire des toppings de 8 à 10 millions de tonnes de capacité annuelle, dont la tour principale a une hauteur de 50 m, un diamètre de 8 m et pèse à vide plus de 300 t. Des colonnes de ce genre ne peuvent plus être transportées en une seule pièce et doivent être assemblées sur place. Lors de l’épreuve hydraulique, permettant de vérifier la résistance à la pression de l’appareil terminé, le poids sur les fondations atteint 3 000 t.

Fractionnement complémentaire
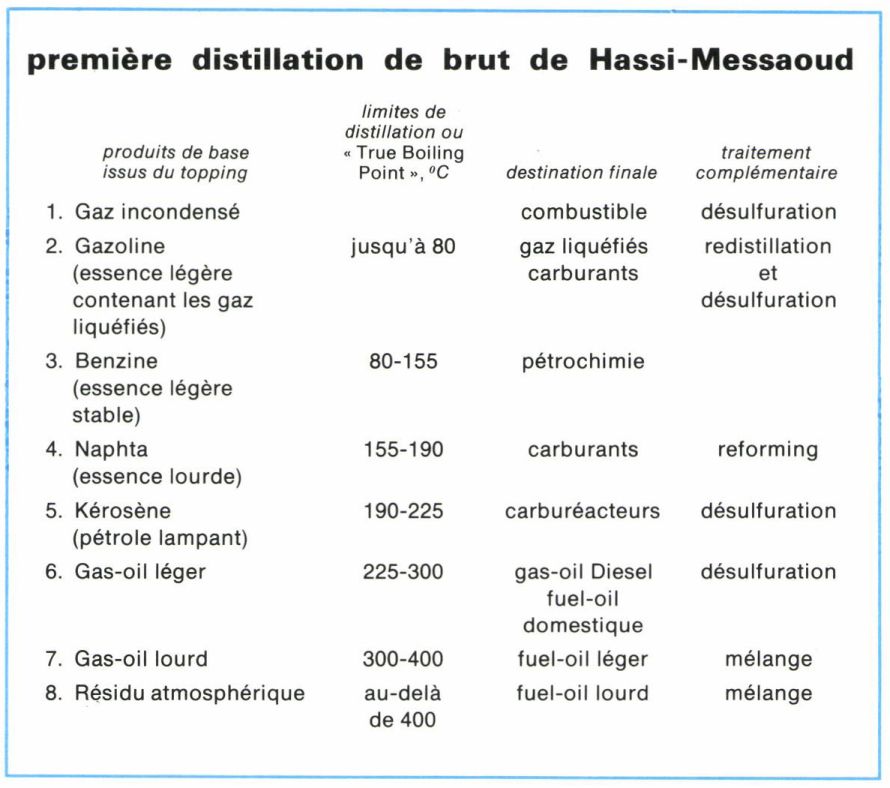
La plupart des toppings actuels comprennent des équipements de désulfuration intégrée, de manière que les produits quittent l’unité à l’état raffiné. Dans ce cas, il peut être avantageux de désulfurer en bloc le mélange de plusieurs produits et de les fractionner ensuite. C’est ainsi que les gaz liquéfiés, la gazoline et le naphta, sont d’abord désulfurés, puis redistillés dans une série de tours :
1o un débutaniseur, qui, traditionnellement appelé stabilisateur, sépare les gaz liquéfiés (tête) de la coupe « gazoline + naphta » (queue) ;
2o un déséthaniseur, qui, après un traitement de désulfuration à l’aminé, débarrasse les gaz liquéfiés de l’éthane (gaz combustible) ;
3o un dépropaniseur, qui sépare le propane du butane, chacun d’eux recevant un traitement final à la soude caustique ;
4o un refractionneur de gazoline et de naphta ;
5o une installation de superfractionnement, qui sépare, dans une colonne à grand nombre de plateaux, les essences spéciales, solvants et composants à haut indice d’octane comme l’isopentane et l’isooctane.
Stripping
Les soutirages de kérosène et de gasoil livrent des coupes contenant encore des traces de produits volatils qui les rendent trop inflammables, donc dangereux. Ces éléments indésirables sont éliminés dans de petites colonnes qui, appelées strippers ou tours de stripping (entraînement), assurent leur service grâce à une injection de vapeur, un rebouilleur ou une mise sous vide.
Autres distillations
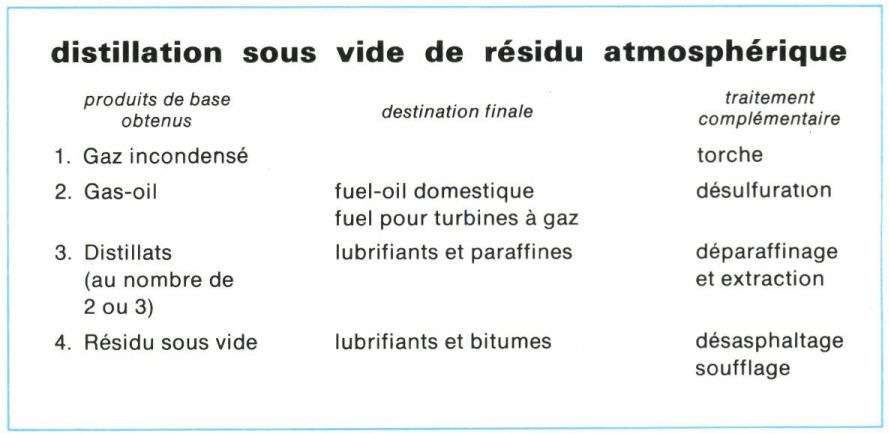
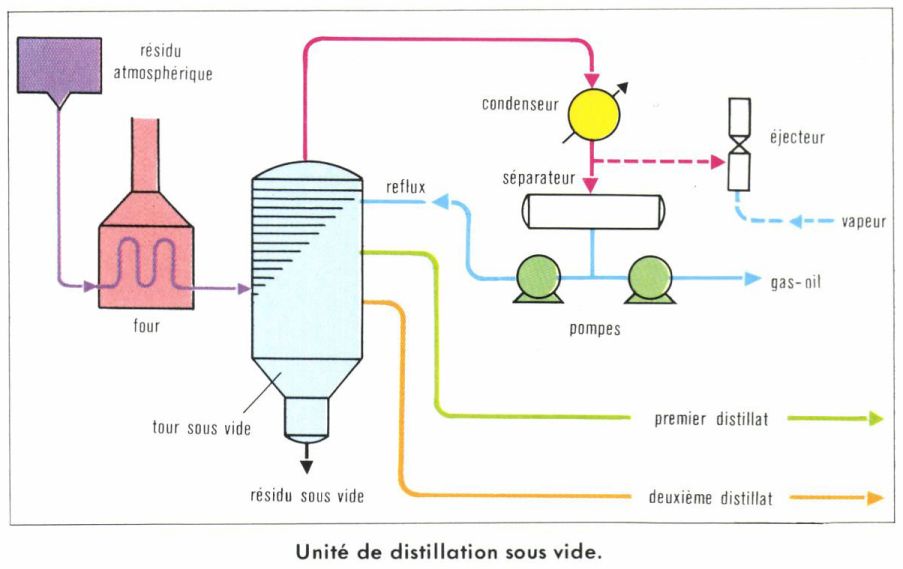
Le topping est, certes, la plus grosse unité d’une raffinerie de pétrole, mais il existe également de nombreux autres groupes de distillation plus petits, utilisés chaque fois que l’on veut refractionner des produits. C’est ainsi que le résidu atmosphérique, obtenu en fond de tour du topping, doit être fractionné à son tour pour la fabrication des huiles lubrifiantes, des bitumes, des paraffines et de certains distillats (combustibles pour turbines à gaz). Cette opération est très rentable, du fait que ce résidu contient encore des quantités très considérables, 25 p. 100 du brut environ, de fractions que l’on peut valoriser par craquage catalytique ou par hydrocraquage. Au lieu de vendre le résidu tel quel sous forme de fuel-oil (mazout lourd), on peut procéder à son fractionnement par distillation sous vide. Pour arriver à évaporer correctement les distillats, il faut un vide assez poussé (50 mm de mercure de pression absolue), que l’on obtient à l’aide d’éjecteurs à vapeur. Inversement, la redistillation des produits les plus volatils nécessite des pressions de plus en plus élevées pour obtenir leur liquéfaction. Pour liquéfier à la température ambiante l’éthane, qui est volatil à la pression atmosphérique à partir de – 84 °C, il faut une pression de 50 bars dans le déséthaniseur.
A.-H. S.
➙ Cracking / Désulfuration / Four / Hydrogénation / Raffinage.
P. Wuithier, le Pétrole, raffinage et génie chimique, t. I (Technip, 1965).