alésage (suite)
• Montage sur aléseuse. Certaines machines ont été spécialement conçues pour effectuer des usinages à la barre d’alésage. Bien qu’elles soient appelées aléseuses, elles peuvent également être utilisées comme fraiseuses et comme perceuses, d’où leur dénomination commerciale de fraiseuses-perceuses-aléseuses. Ce sont des machines de grande précision.
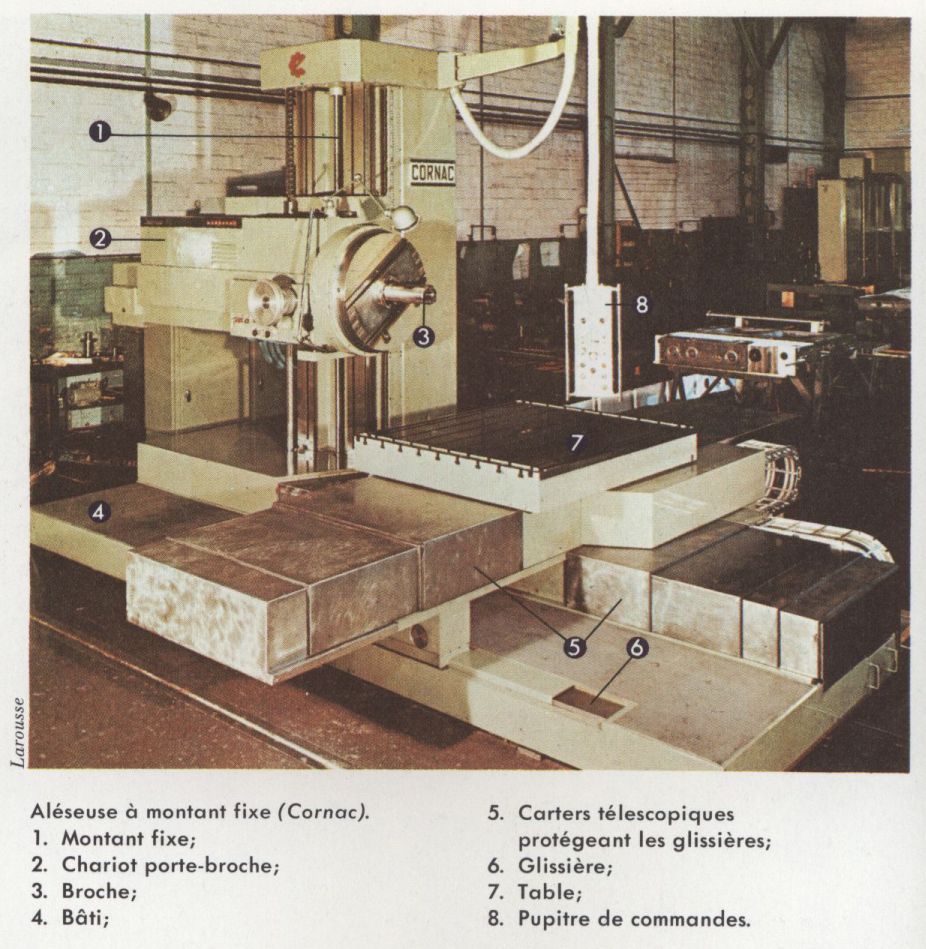
Aléseuse à montant fixe et à table mobile. Le chariot porte-broche coulisse sur un montant vertical, la table sur laquelle est fixée la pièce ne pouvant se déplacer que dans le sens longitudinal et dans le sens transversal. Le mouvement d’avance est obtenu par descente de la broche pour les aléseuses à broche verticale et, pour les aléseuses à broche horizontale, soit par la broche, soit par la table si la broche est mobile.
Aléseuse à table fixe et à montant mobile. Cette machine ressemble aux fraiseuses de même type et, très souvent, c’est une machine mixte aléseuse-fraiseuse. On l’utilise essentiellement pour usiner des ensembles très lourds et très volumineux. La pièce à usiner est bridée sur une table fixe, qui, pour les très grandes machines, est ancrée dans un bloc en béton coulé dans le sol, à côté de la machine proprement dite. Les mouvements sont obtenus par déplacement axial de la broche, par déplacement vertical du chariot porte-broche et par déplacement transversal du montant.
Aléseuse à table mobile et à montant mobile. C’est une machine universelle permettant les mouvements des deux types précédemment décrits.
Aléseuse spéciale. D’autres types d’aléseuses sont spécialement adaptés pour réaliser en série l’usinage de pièces déterminées (cylindres de blocs-moteurs, ligne d’arbre de moteurs...) ou de pièces particulièrement compliquées et complexes. Dans ce dernier cas, on utilise des machines du type aléseuse-fraiseuse universelle à montant mobile et pivotant et à broche orientable. Pour toutes ces machines, la conception la plus répandue, comme étant aussi la plus précise, consiste à donner l’avance à l’outil. La précision obtenue dépend de la rigidité de la barre d’alésage, dont il faut à tout prix éviter la flexion, qui provoque les défauts courants du tonneau ou du sablier. Il faut également éviter que cette barre puisse vibrer en raison de sa grande longueur.
G. F.
L. Cave et C. Flayac, Fraisage et alésage, procédés modernes (Dumas, 1951). / A. Chevalier, L. Laburte, A. Marchand et F. Ranchoux, Perçage, alésage, filetage (Delagrave, 1957). / L. Compain, Perçage, alésage, pointage, taraudage mécanique (Eyrolles, 1960).