coton (suite)
Les fibres ont une bonne affinité pour l’eau : la teneur en humidité du coton est fonction de l’humidité relative de l’air dans lequel il est exposé. À 65 p. 100 d’humidité relative, à une température de 21 °C, la fibre à l’état naturel présente une teneur en humidité de l’ordre de 7,5 à 8 p. 100. Les fibres sèches sont rugueuses et cassantes, et leur ténacité est faible. Une teneur en humidité correcte est essentielle pour la filature et le tissage ; elle a une influence marquée sur la résistance des filés et des tissus.
Classement du coton
On prend en considération :
— l’aspect, ou grade, de la fibre, défini par la combinaison de la couleur, des impuretés et de la préparation selon une échelle qualitative qui comprend neuf classes, du good ordinary au strict middling ;
— la longueur de la fibre ou plutôt la longueur de soie, ou staple. La méthode utilisée par les classeurs est celle du pulling, ou tirage entre les mains ; le staple s’indique en 1/32 de pouce, soit 0,8 mm.
Depuis quelques années, l’usage s’est répandu de mesurer certaines qualités de coton avec des méthodes scientifiques ; la ténacité est éprouvée au dynamomètre, la finesse et la maturité par l’épreuve du « micronaire » (mesure d’un débit d’air passant à travers un poids déterminé de fibres), la longueur au moyen d’appareils à champ de peigne.
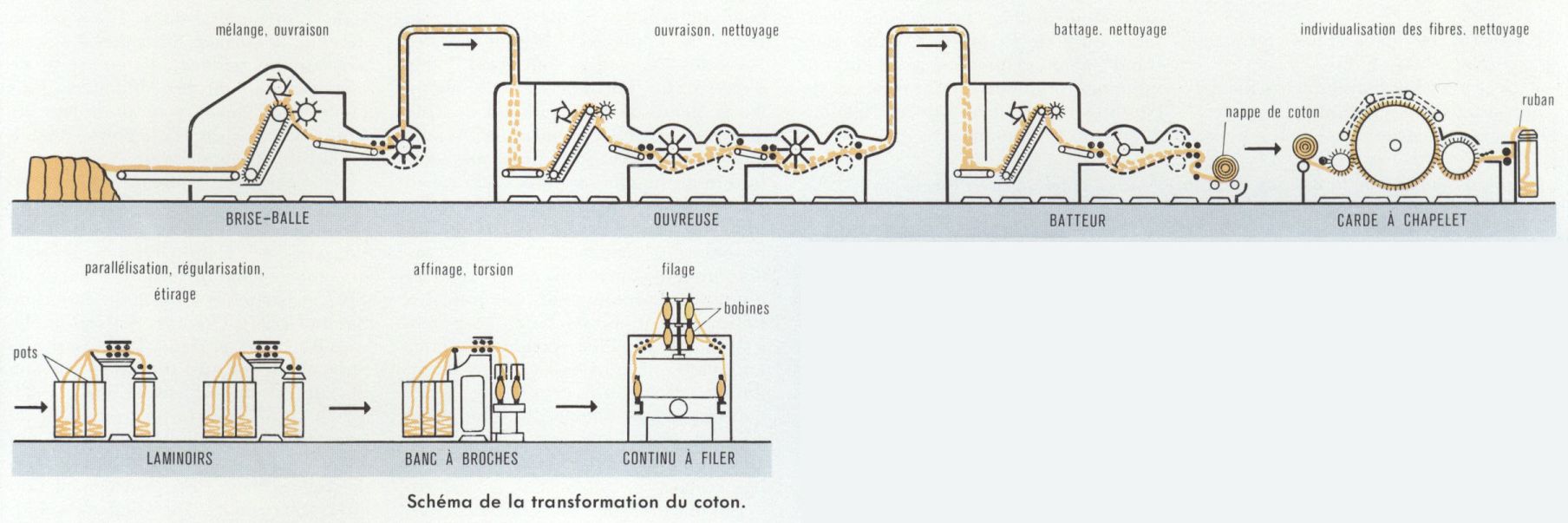
Transformation du coton
La transformation du coton comprend plusieurs stades successifs.
La filature
• La préparation comporte l’ouvraison, le mélange et le battage. Le coton passe ensuite dans une carde, qui achève de séparer les fibres et élimine les impuretés. À la sortie, on obtient un ruban de carde, que des étireuses parallélisent et amincissent. Pour la fabrication des fils de belle qualité, le ruban subit un peignage ; d’où une distinction entre fils peignés et fils simplement cardés.
• À la sortie de l’étirage, le ruban passe dans un banc à broches pour être transformé en mèche, qui sera légèrement tordue.
• Le dernier stade est la transformation de la mèche en fil sur un continu à filer, ou métier à filer, qui effectue un dernier étirage ; le fil est tordu et renvidé sur un tube.
Avant de quitter la filature, le fil peut subir :
— le mercerisage, par trempage sous tension dans une solution de soude, qui accroît la résistance et le brillant ;
— le gazage, pour brûler les fibres dépassant le corps du fil ;
— le retordage, qui groupe les fils par deux, afin d’obtenir un fil retors d’une grosseur double.
Le fil peut être expédié sur des tubes ou bien, à la demande du client, en cônes ou en galettes, exceptionnellement en écheveaux.
La manufacture
Le fil peut être utilisé soit en tissage, soit en bonneterie.
• Tissage.
La préparation consiste à constituer d’abord la chaîne à partir du bobinage des fils en cônes. Ceux-ci sont placés sur un cantre ; les fils partant des cônes sont alors enroulés sur une grosse bobine, dénommée ensouple ; cet enroulement constitue l’ourdissage. La chaîne passe dans un bain d’encollage pour la protéger contre l’usure due au frottement de la navette, qui passera et repassera en glissant sur la chaîne. L’ensouple est placée à l’arrière du métier à tisser, et le début de la chaîne est tendu à travers le métier jusqu’au rouleau placé à l’avant de celui-ci, sur lequel s’enroule le tissu ; chaque fil de chaîne doit traverser trois points de passage : le casse-chaîne, la lisse, qui soulève le fil pour laisser passer le fil de trame, et le peigne, qui vient, à chaque passage de la navette, serrer fortement la trame.
La préparation de la trame consiste simplement à garnir de fils les canettes qui seront placées dans les navettes.
Le tissage proprement dit s’effectue grâce à une série de mouvements :
— un mouvement circulaire très lent, qui entraîne le cylindre sur lequel vient s’enrouler le tissu ;
— un mouvement vertical, qui soulève et abaisse une partie des fils de chaîne, créant un entrebâillement, ou foule, dans lequel la navette fera passer le fil de trame ;
— un mouvement dans le sens transversal, qui chasse d’un bord à l’autre du métier la navette et la canette chargée de fil qui s’y trouve logée ;
— enfin un mouvement dans le sens longitudinal, qui amène le peigne à pousser vivement la dernière duite, ou portion de fil de trame insérée à chaque passage de la navette, contre les précédentes, assurant le serrage du tissu.
Les métiers sont classés d’après la largeur, ou laize, des tissus qu’ils peuvent produire.
• Bonneterie.
Elle consiste à former une étoffe à partir d’un ou plusieurs fils, repliés en boucles qui s’accrochent les unes aux autres en formant des mailles. La bonneterie mécanique produit deux sortes d’articles différents, suivant le mode de formation des mailles.
Le premier genre comprend les articles dans lesquels un même fil travaille constamment en formant des boucles qui se relient les unes aux autres, les boucles étant cueillies par celles de la rangée précédente (articles trame ou à mailles « cueillies »).
Le second groupe les articles dans lesquels une série de fils parallèles forment des mailles dans le sens longitudinal de l’étoffe (articles chaîne ou à mailles « jetées »).
L’organe essentiel de toute machine de bonneterie est l’aiguille, qui contribue à la formation de la maille ; il existe des aiguilles à palettes ou self-acting, des aiguilles à bec et des aiguilles à pompes. Les métiers à tricoter peuvent être rectilignes ou circulaires.
L’ennoblissement
Les techniques d’ennoblissement, ou de finition (dites encore d’achèvement ou de manutention), comprennent le blanchiment, la teinture, l’impression et les divers apprêts.
Le blanchiment se fait à la continue ; on coud bout à bout un grand nombre de pièces, qui circulent à travers les différents bains et les cerceaux de séchage.
La teinture se fait pièce par pièce (Jigger) ou de préférence par passage à la continue dans des bacs de teinture.
L’impression se fait soit au cadre, soit au rouleau sur une machine à imprimer.
Les traitements d’apprêts sont destinés à accroître les qualités d’apparence ou d’usage. Les uns sont mécaniques (calandrages, grattages, brûlages, traitements d’irrétrécissabilité), les autres chimiques (imperméabilisation, infroissabilité, résistance à l’usure, etc.).