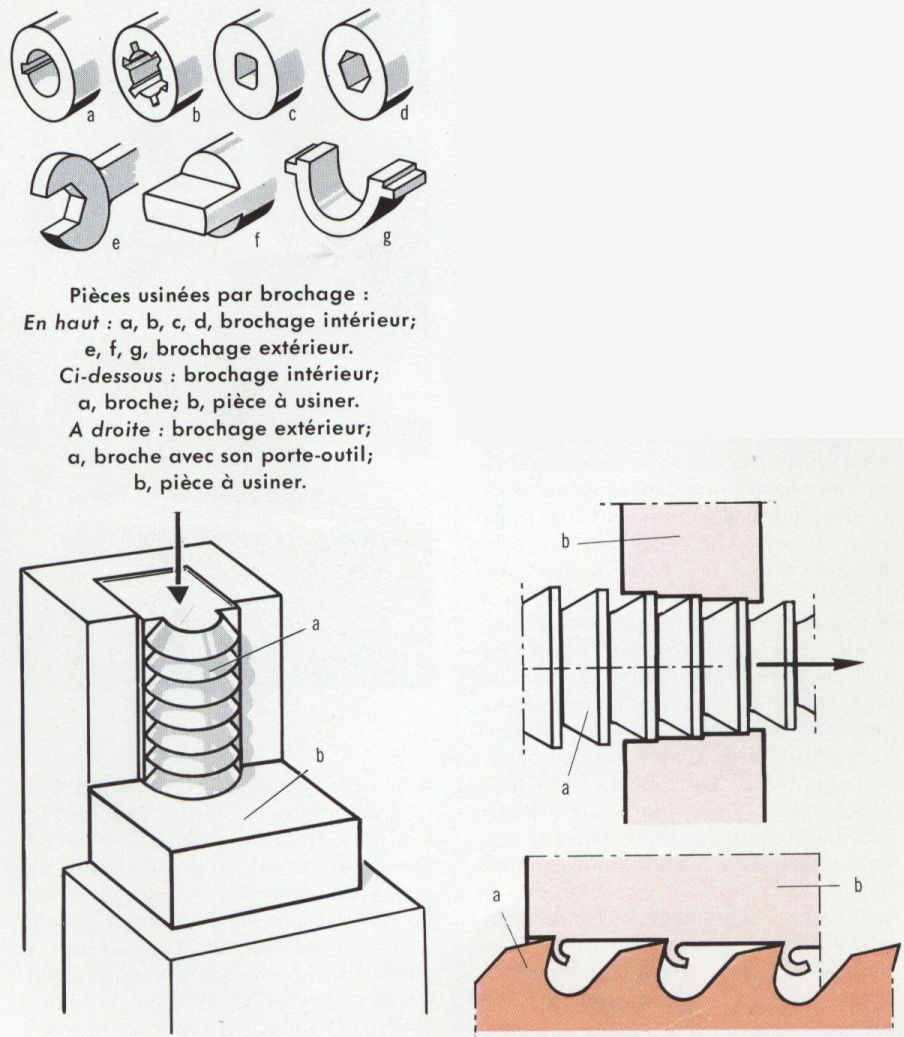
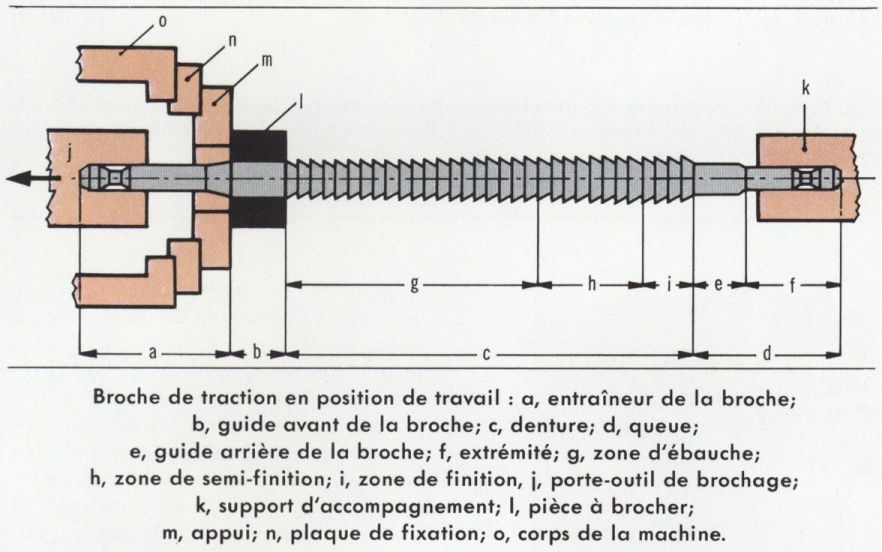
brochage (suite)
Couvrure
La même machine qui pose les couvertures sur les volumes passés en reliure sans couture peut les poser sur les volumes cousus : le volume est saisi par des pinces et passe dans des postes successifs où il reçoit un encollage au dos, puis la couverture, qui est pressée sur ce dos, après avoir été rainée de deux ou quatre traits le long du dos, aux endroits où elle s’appliquera au dos du volume.
Rognure
On publie encore des brochures de luxe dans lesquelles on laisse au lecteur le soin de couper les feuillets en tête et en gouttière. Dans le cas le plus fréquent, les trois tranches sont rognées par un massicot trilatéral comportant trois lames. L’alimentation et la commande sont manuelles pour les petites séries ou les volumes cousus au fil textile. Pour les brochures fabriquées en grande série, à piqûre métallique ou reliées sans couture, le massicot trilatéral est entièrement automatique, alimenté par un tapis transporteur au sortir de la machine à relier, et les brochures sortent de l’ensemble rognées, comptées et prêtes à la vente.
Massicot
C’est la machine utilisée pour couper, découper, refendre le papier, pour couper aussi les matières plastiques, les feuilles de liège ou de métal, le contre-plaqué, etc.
La lame du massicot, épaisse de 10 à 20 mm, est fabriquée en acier fondu au chrome, au tungstène, au vanadium et au molybdène. L’angle de coupe, suivant le matériau à couper, varie de 12 à 30°. Cette lame est logée dans un porte-lame et fixée par des vis. Au lieu de tomber verticalement comme paraît le faire le couperet d’une guillotine dans les montants du bâti vertical, la lame du massicot se déplace obliquement de haut en bas et de gauche à droite, et attaque latéralement la surface de la pile de papier, qui se trouve ainsi coupée de manière progressive et franche. Le massicot comporte un système de pression de la pile de papier, réglable de 400 à 4 000 kg. Une équerre fait avancer la pile de papier pour que la coupe s’effectue à l’endroit prévu. S’il y a plusieurs coupes à répéter de nombreuses fois, cette équerre, qui est manœuvrée par une vis sans fin, peut être commandée automatiquement en enregistrant les divers emplacements de coupe sous forme de programme et en mettant un sélecteur à la position appropriée.
Couper le papier, avant l’impression, l’amener aux dimensions de la presse à imprimer ; c’est aussi l’équerrer, pour que l’impression soit rigoureusement à sa place par rapport aux bords de la feuille.
Découper le papier, après l’impression, lui donner ses dimensions définitives d’emploi : carte de visite ou feuille de papier à lettre, étiquette ou prospectus.
Refendre le papier, dans l’atelier de brochure, couper en formats utilisables sur la plieuse une feuille imprimée dans un format double ou quadruple.
P. L. R.