Le plus ancien est le linoléum. À présent, on fait des revêtements à base de chlorure de polyvinyle (PVC), sous forme de dalles semi-flexibles en polyvinyle, armées ou non de fibres d’amiante, de dalles flexibles multicouches, de feuilles calandrées, etc. Les revêtements minces sont collés sur un support rigide et résistant avec des colles appropriées, non attaquables par l’eau. Ce type de revêtement prend une extension de plus en plus importante dans les grands magasins, les aérogares, les laboratoires, les grands hôtels, etc.
• Cas particulier des marches d’escalier. La dalle, de dimensions voulues, est fabriquée sur table ; une couche de mortier, en ciment et en sable, sert à enrober les armatures de la dalle. Quand le mortier est sec, on enlève avec un calibre une épaisseur de 8 mm et, à la place, on dépose une couche de 8 mm d’une composition de carbure de silicium et de microbéton. Ce type de marche est utilisé dans les endroits très fréquentés, comme les escaliers du Métropolitain de Paris.
M. D.
➙ Plancher.
M. Duriez et J. Arrambide, Nouveau Traité de matériaux de construction (Dunod, 1961-62 ; nouv. éd., 1970-71 ; 3 vol.).
revêtement de surface
Couche de matériaux dont on recouvre la surface d’un métal ou d’un alliage soit en la modifiant par une action chimique, soit par un apport superficiel métallique ou non.
Suivant les utilisations des pièces traitées, ces revêtements ont pour objet : — d’assurer un effet décoratif en évitant l’oxydation superficielle, le ternissement ou l’attaque locale dans une atmosphère normale ou légèrement nocive ; — de protéger, plus généralement, les pièces métalliques exposées à un milieu corrosif liquide ou gazeux (acide, basique, salin), ou portées à de hautes températures dans des atmosphères agressives (oxydantes, carburantes, sulfureuses) ; — d’apporter de bonnes qualités superficielles pour le frottement (bas coefficient de frottement, surface lisse ou polie, etc.), le revêtement ayant un rôle d’antifriction ou facilitant le déplacement mutuel des pièces ou leur emmanchement ; — d’éviter l’usure des pièces en augmentant leur dureté superficielle ; — de faciliter le dépôt de peintures ou de vernis, ou encore de favoriser le contact des pièces en vue de leur soudage.
Processus opératoire
Les procédés de revêtement de surface métallique comportent en général trois phases successives : la préparation de la surface, le revêtement proprement dit et les opérations de finition.
Préparation de la surface
Elle est essentielle pour assurer un accrochage correct du revêtement protecteur. Suivant l’état microgéométrique de la surface, un polissage préalable peut être nécessaire, tel un polissage mécanique (manuel ou automatique sur tourets ou machines à bandes abrasives), un polissage au tonneau par frottement des pièces en présence de produits abrasifs, un polissage chimique ou un polissage électrolytique. Après ce polissage, les pièces doivent être débarrassées de toute trace de matières étrangères et plus spécialement des graisses et des huiles par une opération de dégraissage. Plusieurs types de dégraissages sont pratiqués et souvent successivement en raison de leur rôle spécifique. Le dégraissage par les solvants organiques dérivés du pétrole (essence, benzène, white spirit, etc.) n’est pratiqué qu’à échelle réduite en raison des inconvénients de ces produits volatils, inflammables et toxiques. Industriellement, on utilise des solvants chlorés et, plus récemment, des solvants fluocarbonés, tels que le trichloréthylène, le perchloréthylène ou le trichloréthane, agissant en phase liquide ou en phase vapeur dans des machines appropriées. On élimine également les graisses et les huiles à l’aide de lessives alcalines, par action de saponification pour les graisses d’origine animale ou végétale et par action d’émulsion pour les graisses minérales. Ces lessives, à base de soude, de potasse ou de carbonates et de phosphates alcalins, sont utilisées au trempé ou par aspersion sur les pièces à traiter ; dans le cas de pièces de formes complexes, leur action est améliorée par l’emploi d’ultrasons agissant dans le bain de dégraissage.
Dans le cas des revêtements électrolytiques, ces divers dégraissages préliminaires doivent toujours être complétés par un dégraissage électrolytique soigné, intégré dans les opérations de revêtement proprement dit. Le dégraissage électrolytique cathodique ou anodique, sous une densité de courant de 5 à 12 A/dm2, est réalisé dans des bains alcalins dont la composition est adaptée à la nature du métal à dégraisser (soude caustique, carbonate, phosphates, cyanure de sodium, etc.).
Dans certains cas (aciers fortement alliés, alliages d’aluminium, métaux fortement oxydés), le dégraissage doit être complété par un décapage acide afin de mettre à nu la surface métallique et la rendre active pour le revêtement ultérieur. Suivant la nature des métaux de base, le décapage chimique ou électrolytique se pratique dans des bains pouvant contenir de l’acide sulfurique, de l’acide chlorhydrique, de l’acide nitrique, de l’acide phosphorique, de l’acide chromique ou de l’hydrure de sodium.
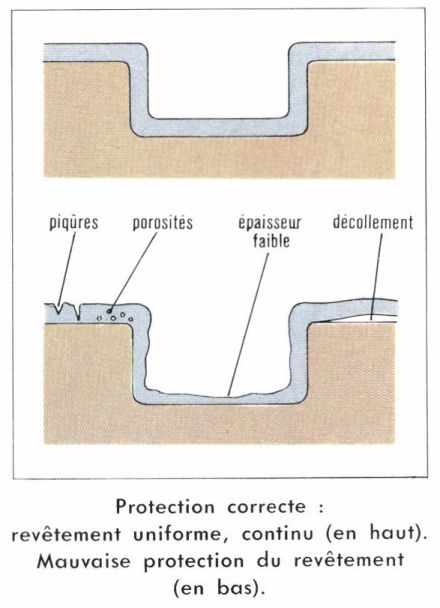
Exécution du revêtement
Une fois la surface de la pièce convenablement préparée, on procède au revêtement proprement dit. En liaison avec son application, le revêtement doit satisfaire à certains critères de qualité : uniformité d’épaisseur, homogénéité de composition chimique, absence de porosités, de piqûres et de fissures, finesse de structure, aspect recherché (mat ou brillant), bon accrochage sur le support. De nombreuses méthodes physico-chimiques permettent de contrôler ces caractéristiques : analyse chimique du revêtement, essai à la goutte, micrographie, électrodissolution, microdureté, mesure de l’état de surface, essais mécaniques (pliage, traction, cisaillage, etc.).