La Mennais ou Lamennais (Félicité Robert de)(suite)
Dans une longue série d’ouvrages — le Livre du peuple (1838), De l’esclavage moderne (1839), De la religion (1841), Esquisse d’une philosophie (1840-1846), les Évangiles (1846) —, il développe inlassablement les thèmes d’un évangélisme romantique et d’une philosophie mystique et démocratique. Désormais, il passe pour un « socialiste », dont les attaques contre la monarchie bourgeoise — le Pays et le gouvernement (1840) — le mènent jusqu’à Sainte-Pélagie.
Sa popularité vaut à La Mennais d’être élu député de la Seine à l’Assemblée constituante de 1848, alors qu’il dirige l’éphémère journal le Peuple constituant. En juin, il publie De la famille et de la propriété ; en mai 1849, il est élu à la Législative sur la liste du Comité démocratique socialiste ; son journal la Réforme ne vit que quelques semaines. Il vote contre la loi Falloux.
Après le coup d’État (1851), La Mennais cesse toute activité, surveillé par la police impériale, qui ne peut empêcher que ses obsèques civiles, le 1er mars 1854, ne soient suivies par une foule énorme où dominent les petites gens. Il est inhumé dans la fosse commune au Père-Lachaise.
P. P.
➙ Catholicisme libéral.
C. Maréchal, la Jeunesse de La Mennais (Perrin, 1913). / F. Duine, La Mennais, sa vie, ses idées, ses ouvrages (Garnier, 1922). / Y. Le Hir, Lamennais écrivain (A. Colin, 1949). / J. R. Derré, Lamennais, ses amis et le mouvement des idées à l’époque romantique, 1824-1834 (Klincksieck, 1962). / L. Le Guillou, l’Évolution de la pensée religieuse de Lamennais (A. Colin, 1966) ; les « Discussions critiques ». Journal de la crise lamennaisienne (A. Colin, 1967) ; Lamennais (Desclée De Brouwer, 1969) ; Correspondance de Lamennais (A. Colin, 1972).
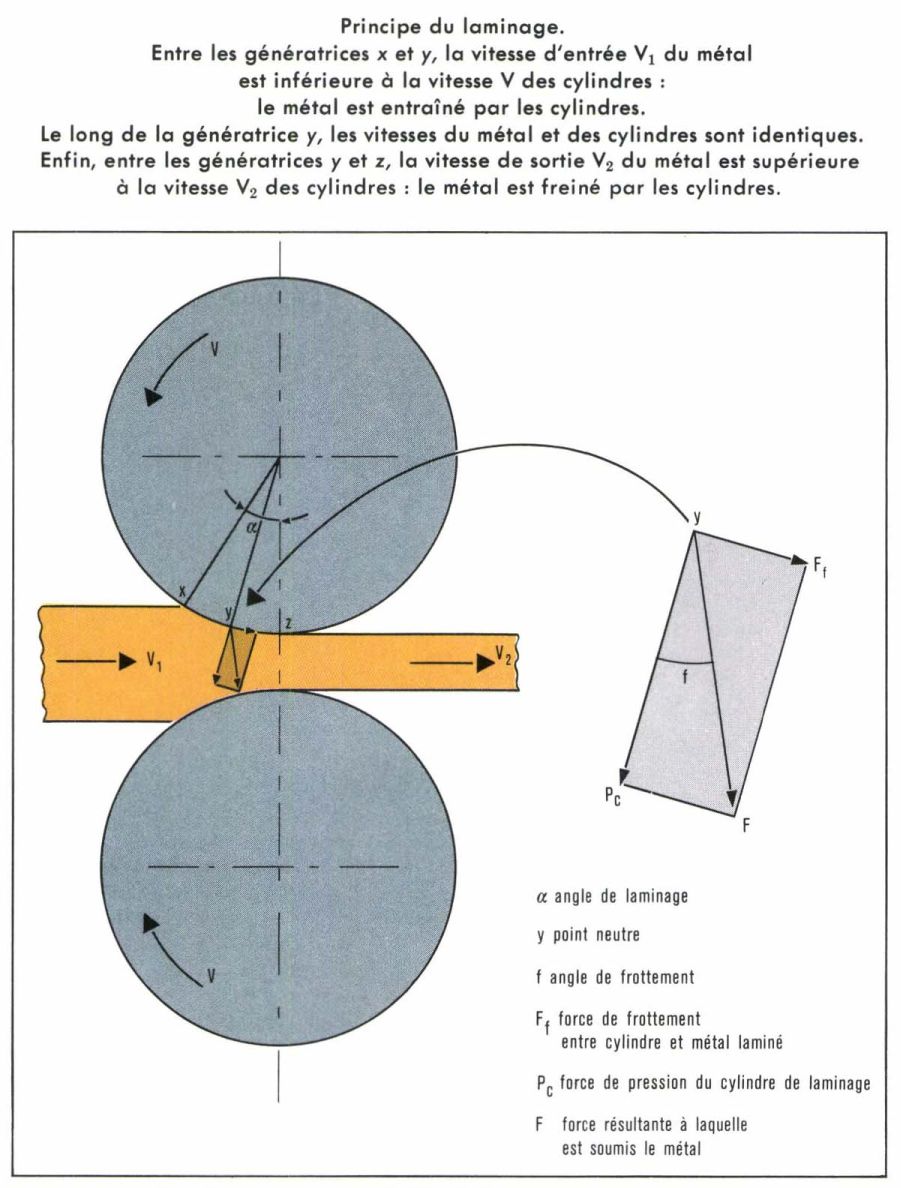
laminage
Opération de formage consistant à engager un produit métallurgique entre deux cylindres tournant en sens inverse afin d’en réduire l’épaisseur et d’en modifier la section.
Principe
Les cylindres en rotation agissent par compression sur le produit, qui se trouve ainsi entraîné et déformé par écoulement plastique du métal dans le sens de son avancement avec réduction d’épaisseur et allongement correspondant. La section du produit laminé dépend du profil des cylindres ; ainsi, pour obtenir des produits plats tels que tôles, bandes, feuillards, on utilise des cylindres plats et lisses, alors que, pour des produits profilés tels que barres, fils, rails, on fait appel à des cylindres à cannelures de formes appropriées aux sections désirées.
Les principaux facteurs qui conditionnent la déformation du produit sont le diamètre des cylindres et la force appliquée par ces cylindres. Pour faciliter l’engagement du produit entre les cylindres, il faut que ces derniers aient un grand diamètre et une surface rugueuse. Lorsque le diamètre des cylindres est trop petit par rapport à l’épaisseur du produit, il y a refus d’engagement. Inversement, pour un produit donné, la réduction d’épaisseur et l’allongement seront d’autant plus importants à chaque passe que le diamètre des cylindres sera plus petit. Il faut donc rechercher un compromis qui dépend de la nature du produit à déformer, de sa forme, de la réduction d’épaisseur, de la précision des cotes obtenues et des conditions mêmes du laminage (température, état de surface des cylindres, efforts appliqués, vitesse de passage, lubrification).
Le laminage se pratique soit à chaud, soit à froid.
Laminage à chaud
Le travail à chaud permet de plus grandes déformations par suite de la grande plasticité du métal corroyé. Il est utilisé pour la confection d’ébauches. En aciérie, les lingots réchauffés à une température de 1 250 °C subissent un dégrossissage par laminage à chaud (laminoir blooming ou slabbing) afin d’être transformés en produits de section carrée (blooms) ou rectangulaire (brames ou slabs). Suivant leur destination, ces produits réchauffés subissent un nouveau laminage à chaud pour être transformés en billettes, en fil machine, en tôles ou en feuillards.
Laminage à froid
Le laminage à froid se pratique à température ambiante généralement sur des produits préalablement ébauchés à chaud. En raison de l’écrouissage résultant de la déformation à froid, qui limite la capacité de déformation du produit (augmentation de sa limite d’élasticité, de sa charge de rupture, de sa dureté et abaissement de ses allongements), il est nécessaire d’effectuer un chauffage de recuit entre les passes de laminage. Ce laminage de précision permet d’obtenir des produits ayant des caractéristiques bien définies aussi bien structurales (écrouissage et orientation de la structure micrographique) que mécaniques et dimensionnelles (tolérance d’épaisseur de ± 0,01 mm sur un feuillard d’acier extra-doux de 2 mm d’épaisseur).
Laminoir
Le laminoir est une machine complexe constituée par un bâti rigide comportant une ou plusieurs cages dans lesquelles sont disposés les cylindres. Le cylindre, en fonte spéciale ou plus généralement en acier spécial traité superficiellement, possède une surface de travail (table) usinée avec précision ; suivant le type de laminage, la surface est rugueuse (laminage à chaud) ou rectifiée et polie (laminage à froid). Pour tenir compte de la déformation en cours de laminage (contraintes, dilatations ou contractions locales), le cylindre n’est pas toujours rectiligne, mais possède un bombé ou un creux approprié. Un système mécanique permet de régler l’écartement entre les cylindres. De nombreux organes complètent les cages de laminoirs : organes d’entraînement, réducteur et variateur de vitesse, moteur à courant alternatif ou continu, système d’équilibrage hydraulique ou électrique des cylindres, tables ou chemins à rouleaux, systèmes de manipulation des produits (ripeurs, releveurs), guides latéraux d’entrée et de sortie, scie et cisaille, cylindres décalamineurs, tambours de déroulement et d’enroulement des feuillards, circuits d’arrosage et de lubrification, appareils de contrôle d’épaisseur par procédé mécaniques, par induction ou par rayon X, etc. Pour le laminage de l’acier, certains laminoirs atteignent des puissances électriques de 20 000 ch. Les exigences de qualité des produits, particulièrement la régularité des tolérances dimensionnelles, en relation avec la vitesse de travail, imposent l’automatisation des réglages au cours même du laminage avec une commande par ordinateur.