four (suite)
Le grillage ou la calcination de certains minerais s’effectue dans des fours à cuve verticale, le minerai et le combustible solide (coke) étant chargés à la partie supérieure, alors que le déchargement s’opère par des portes à la partie inférieure. Afin de régulariser le chauffage et d’homogénéiser le traitement, ces fours comportent souvent une superposition de tablettes ou soles fixes, sur lesquelles les matières circulent successivement par action de râbles mobiles (four Wedge, four Herreshoff, four Spirlet). Pour le grillage de certains sulfures riches (pyrite de fer, blende) à transformer en oxydes, il n’est pas nécessaire d’ajouter du coke, car ces matières sont autocombustibles en raison de la forte exothermie de leurs réactions.
Une évolution de ces fours à cuve a été réalisée avec le grillage par suspension des matières pulvérulentes ou fluidisation (four Trail, four de grillage « fluosolids »).
Dans le four réverbère, les produits à traiter sont disposés sur la sole, et le chauffage provient à la fois de l’action des gaz de combustion (flamme de brûleurs à gaz) et du rayonnement de la voûte de profil approprié.
Les fours pour opérations de réduction ou affinage et fusion sont soit des fours à cuve verticale (haut fourneau d’élaboration de la fonte, cubilot de refusion de fonte, four à water-jacket de traitement de pyrite de cuivre pour l’obtention d’une matte cuivreuse), soit des fours à sole horizontale (ancien four de puddlage, four de coupellation de l’argent, four d’aciérie Martin-Siemens, four Wellmann).
• Les fours de fusion, utilisés en fonderie pour l’élaboration des métaux purs et des alliages, sont généralement des fours à creuset chauffés par la flamme de fuel-oil ou de gaz (four basculant type Rousseau), des fours à creuset chauffés électriquement par induction, ou encore des fours à sole chauffés par arc (four Héroult).
Pour la fusion de métaux et d’alliages non ferreux, certains fours sans creuset chauffés au fuel-oil, avec une flamme traversant l’axe du four cylindrique horizontal, sont soit rotatifs (four Charlier), soit oscillants (four Stein), ou encore rotatifs et oscillants (four Gottschalk).
• Les fours de réchauffage de produits avant formage à chaud (forgeage de lingots, laminage de billettes) sont des fours fixes, généralement de grandes dimensions, chauffés au fuel-oil ou au gaz et dont la sole possède des systèmes à rouleaux permettant une manutention facile des produits à haute température, afin d’éviter leur refroidissement avant formage.
• Les fours de traitement thermique ont des fonctions diverses : four de recuit, four de chauffage avant trempe, four de réchauffage pour revenu après trempe, four de dégazage sous vide, four de frittage, four de brasage, four de traitement superficiel, four de cémentation, etc. Les fours de recuit, par exemple, sont très différents suivant les produits à traiter (semi-produits, pièces finies), leur nature (alliages légers, aciers, alliages à base de nickel-chrome) et le cycle du traitement (malléabilisation de la fonte, recuit d’homogénéisation de moulages de fonderie). Ils peuvent être à laboratoire et à sole fixe, à passage (avec tablier, rouleaux, tapis), à cloche, à convection forcée, à atmosphère de protection, sous vide à paroi chaude ou à paroi froide. Pour certains traitements de trempe, de revenu, de cémentation, on utilise des fours à creuset à bain de sels chauffés soit par résistance électrique extérieure au creuset, soit par électrodes immergées dans le bain. Des fours automatisés permettent, en continu, la suite des opérations de chauffage, de trempe, de revenu sous atmosphère protectrice.
Industrie de la verrerie
Les fours de verrerie sont chauffés soit par un combustible (four à pot et four à cuve), soit par l’électricité.
• Les fours à pot, généralisés jusqu’au début du siècle, tendent aujourd’hui à disparaître et ne sont plus utilisés pour les productions de masse dans les pays industrialisés. En revanche, la liberté qu’ils donnent pour traiter dans des pots individuels de capacité comprise entre la centaine et le millier de litres des compositions différentes leur conserve de l’intérêt pour les verres d’optique, les verres colorés et les fabrications artisanales.
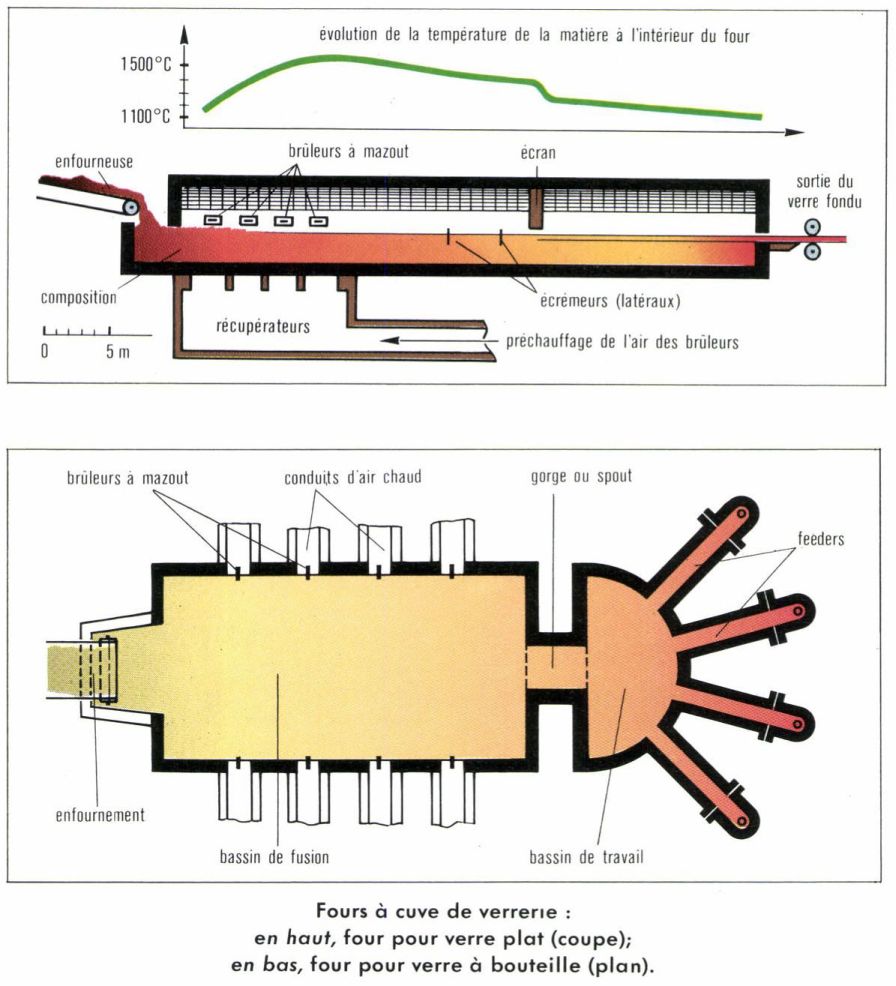
• Les fours à cuve, utilisés pour la fusion du verre à glace, du verre à vitre, du verre à bouteille ou de flaconnage, sont constitués par un bassin construit en blocs réfractaires, soit de matériaux silicoalumineux, soit plus généralement, aujourd’hui, de réfractaires électrofondus (alumine, zircone). Les joints de blocs ne sont pas lutés : le verre pénétrant dans les interstices se fige et assure l’étanchéité. Le bassin, dont la profondeur est de l’ordre de 1 m, a une longueur pouvant atteindre 50 m et une largeur de 8 à 10 m. Ainsi, la capacité peut dépasser 1 000 t de verre fondu, et la production journalière 500 t. La cuve est couverte par une voûte de silice montée sur pieds-droits, dans les parois desquels débouchent les brûleurs. Ceux-ci n’occupent qu’une partie de la longueur de la cuve lorsqu’elle est libre. Les flammes se développent transversalement et sont soumises à des inversions pour bénéficier de l’effet des récupérateurs. Depuis l’enfournement, la température longitudinale passe par un maximum vers la fin de la zone des brûleurs (de 1 500 à 1 550 °C), puis s’abaisse progressivement au voisinage de 1 200 °C à la zone de travail où le verre est délivré. Pour hâter le refroidissement dans les fours plus courts, le bassin est divisé en deux par un mur percé d’une ouverture (gorge ou spout), qui freine les mouvements convectifs qui s’établissent par effet de thermosiphon dans la masse fluide. La durée de vie d’un four est de plusieurs années.
• Les fours électriques utilisent l’effet Joule dans le verre lui-même, qui, à l’état fondu, devient conducteur. Mais il faut un premier amorçage, la masse vitrée se maintenant ensuite à la température voulue. Le courant est amené dans le bain par des électrodes de graphite ou de molybdène.