




affûtage (suite)
L’affûtage à l’aide d’un support réglable et articulé nécessite le réglage préalable du support en fonction de l’angle de pointe et de l’angle de dépouille désirés. Lorsque ce réglage est fait, le mouvement du foret est imposé par la cinématique du support : le travail d’affûtage est plus précis et peut être confié à un ouvrier non qualifié. L’affûtage par meulage à la main nécessite une grande expérience et, quelle que soit l’habileté des compagnons d’un atelier, il est toujours préférable d’utiliser un montage d’usinage.
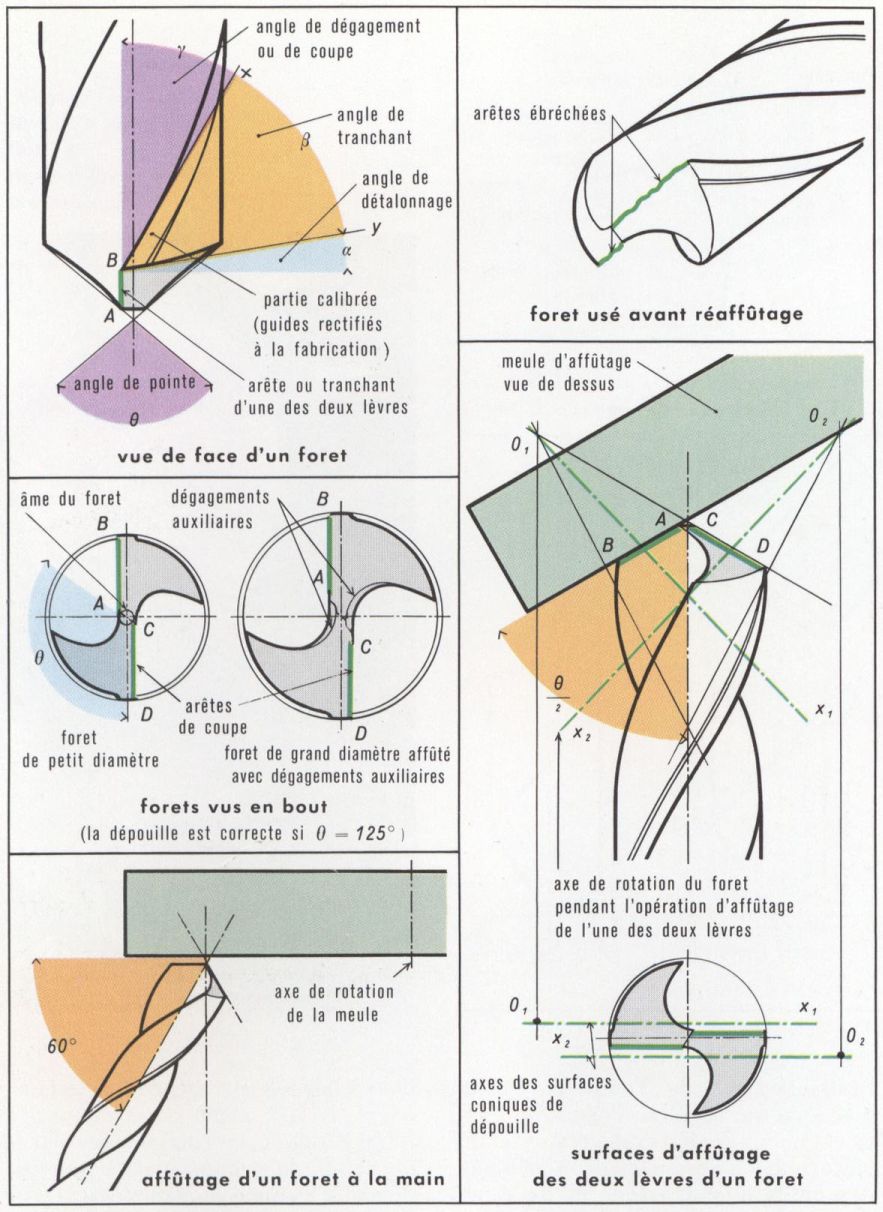
Sur les forets, on affûte seulement la face de dépouille, car la forme très compliquée de la face de coupe interdit l’affûtage de celle-ci.
Pour les forets de grand diamètre (D > 12 mm), l’opération d’affûtage est complétée par deux opérations de meulage supplémentaires, destinées à amincir au voisinage de la pointe la partie en acier de l’outil entre les deux hélices et à prolonger le plus possible les lèvres vers le centre du trou à percer. Pour que le foret ait une certaine solidité, on ne peut pas, lors de sa fabrication, laisser les deux arêtes arriver jusqu’à l’axe de rotation et il subsiste un noyau central, appelé âme du foret, dont l’épaisseur croît avec le diamètre de l’outil. Aussi, la partie de matière à enlever, située sur l’axe du trou à percer, est pratiquement enlevée par frottement direct de l’arête d’intersection BC des deux surfaces coniques des deux lèvres. En mécanique de précision, le perçage d’un trou de diamètre supérieur à 8 mm nécessite, en général, la réalisation d’un avant-trou plus petit pour faciliter l’avance et le travail d’enlèvement de matière du grand foret.
Affûtage des fraises
Les fraises sont des outils à tranchants multiples, difficiles à réaliser et coûteux à l’achat. Leur affûtage, difficile, nécessite un matériel spécial et un personnel très qualifié. Les différentes lèvres d’une fraise doivent être affûtées exactement de la même manière, afin que les arêtes de coupe soient toutes situées à la même distance de l’axe de rotation de l’outil ; c’est à cette condition seulement que l’on obtient, lors du fraisage, une surface plane et régulière.
Affûtage des fraises cylindriques
La fraise est montée entre pointes sur une rectifieuse, afin que son axe soit rigoureusement positionné. On positionne ensuite l’arête à affûter par rotation de la fraise et mise en butée sur un support de dents, puis on affûte la face de dépouille à l’aide d’une meule-boisseau dont l’axe est légèrement incliné, en déplaçant longitudinalement la table sur laquelle est fixée cette fraise. On tourne ensuite la fraise d’un pas, pour amener en butée la dent suivante, et on continue le travail dans les mêmes conditions.
Affûtage des fraises de forme à denture détalonnée
On affûte exclusivement la face de coupe à l’aide d’une meule-assiette. On ne peut évidemment pas affûter la face de dépouille, puisqu’une fraise de forme doit garder son profil. Compte tenu de la dépouille des dents, même l’affûtage de la face de coupe modifie déjà très légèrement le profil de la fraise.
D’une manière générale, pour l’affûtage de tous les outils autres que les forets et les outils de tour, d’étau limeur et de raboteuse, il est préférable de s’adresser à un atelier spécialisé, à moins que l’importance du nombre d’outils à affûter justifie l’acquisition d’équipements appropriés et la formation d’une équipe de techniciens spécialisés pour ces travaux.

G. F.
A. R. Metral, la Machine-Outil, t. IV (Dunod, 1953). / E. H. Lemonon, l’Affûtage des outils à bois à la portée de tous (Technique et Vulgarisation, 1954). / J. D. Cyssau, l’Affûtage par étincelles des outils en métal dur (Impr. de l’édition et de l’industrie, 1956). / J. Bertin, l’Affûtage des outils coupants (P. U. F., 1972).
