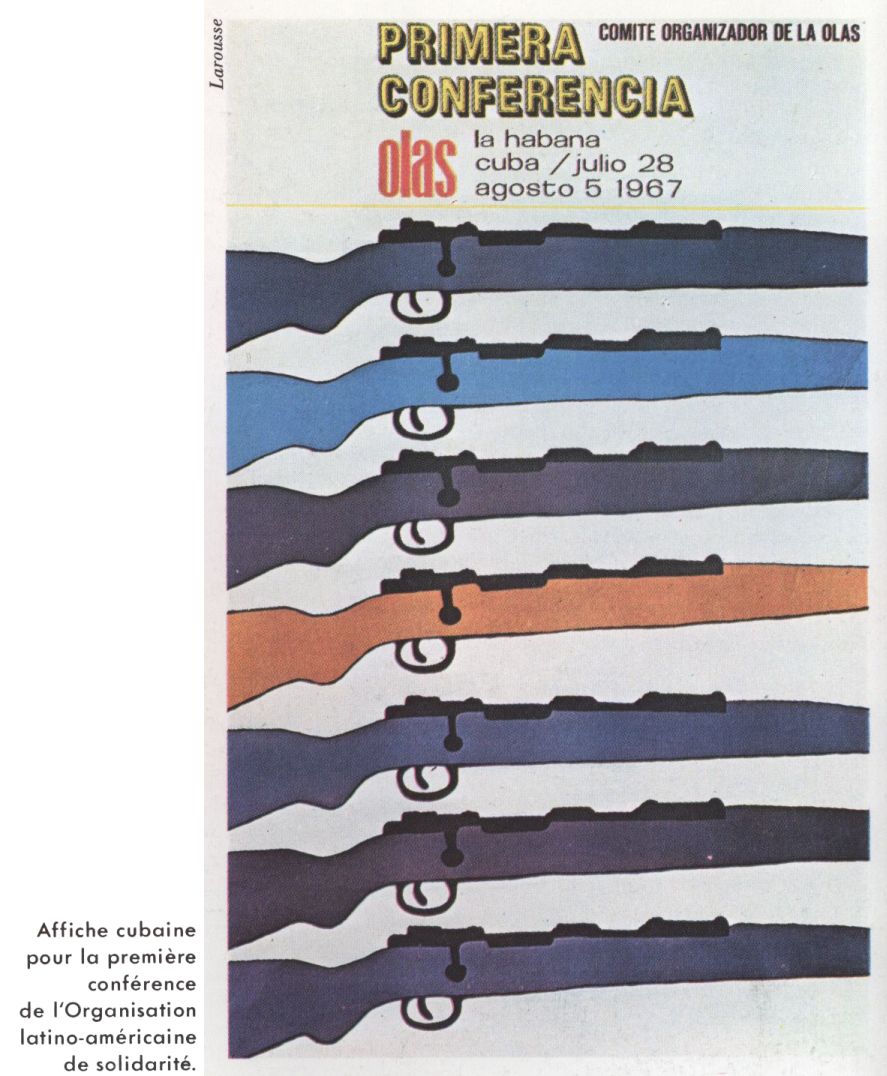
Déjà depuis longtemps recherchées et appréciées (la première étude sur l’affiche date de 1884, la première exposition de 1888), les affiches ont connu depuis quelques années, sous leur appellation anglo-saxonne de « posters », un engouement sans précédent, surtout dans la jeunesse. Cela tient essentiellement à l’apparition récente des affiches « psychédéliques », écloses principalement dans la région de San Francisco autour des vedettes de la « pop’music ». Sur les traces de leur aîné Milton Glaser (États-Unis, 1929), Peter Max (Allemagne, 1937), Victor Mossoco (Espagne, 1936) et Wes Wilson (États-Unis, 1937) ont fait fleurir un style flamboyant et capricieux qui renoue sans peine avec l’Art nouveau. Ce succès coïncide avec un retournement culturel inattendu : depuis une douzaine d’années, c’est l’affiche qui influence l’art d’avant-garde, d’une part avec les « affiches lacérées » de Mimmo Rotella (Italie, 1918), d’autre part avec le « pop’art* » américain, dont deux des principaux leaders, James Rosenquist et Andy Warhol, sont d’anciens dessinateurs publicitaires. L’histoire de l’affiche serait-elle terminée ?
J. P.
Lo Duca, l’Affiche (P. U. F., coll. « Que sais-je ? », 1945 ; 6e éd., 1969). / B. Hillier, Plakate (Hambourg, 1969). / A. A. Moles, / l’Affiche dans la société urbaine (Dunod, 1969). / F. Enel, l’Affiche, fonctions, langage, rhétorique (Mame, 1971). / J. Hampel et W. Grulich, Politische Plakate der Welt (Munich, 1971). / J. Barnicoat, Histoire des affiches (Hachette, 1972). / G. Yanker, Prop Art (EP-Denoël, 1972). / M. Gallo, l’Affiche miroir de l’histoire (Laffont 1973).
affûtage
Ensemble des opérations qui visent à donner à un outil de coupe les faces, arêtes, angles et état de surface nécessaires à sa bonne utilisation.
Compte tenu de la dureté des outils de coupe eux-mêmes, les opérations d’affûtage s’effectuent presque exclusivement par abrasion à la meule. L’affûtage est un meulage lorsque l’outil, tenu à la main, est appuyé contre la meule. Il devient une rectification lorsque l’outil à usiner est maintenu mécaniquement, les positions relatives successives de l’outil et de la meule étant prédéterminées et variant suivant une loi fonction du réglage de la chaîne cinématique de la machine. Toutefois, dans ce dernier cas, on dit plus couramment affûtage au lieu de rectification, cette dernière expression étant plutôt réservée à l’usinage à la meule des surfaces planes et cylindriques de pièces mécaniques.
Généralités
Un outil de coupe comporte, dans sa partie active, des arêtes de coupe constituées par les intersections de surfaces usinées à la meule. Les formes de ces surfaces, leurs angles, leurs lignes d’intersection sont exactement définies à la suite de considérations théoriques, d’expériences et de travaux de normalisation. Le but de l’affûtage est donc d’obtenir, ou de rétablir, la forme exacte de la partie active de l’outil. Il faut, en outre, que les faces soient polies, de manière à présenter un bon état de surface et permettre ainsi un glissement facile du copeau sur la face de coupe. Aussi utilise-t-on presque toujours deux meules différentes : l’une à gros grains, pour enlever rapidement beaucoup de matière et rétablir la forme de la partie active de l’outil, c’est la meule d’ébauche, l’autre, plus fine, pour améliorer l’état de surface des faces actives de l’outil et la finesse d’arête, c’est la meule de finition. Pour les outils avec pastilles rapportées en carbure de tungstène, on améliore encore le poli au voisinage de l’arête de coupe, soit à la meule diamantée, soit à l’affiloir à main. C’est une sorte de superfinition. Le meulage de toutes les faces de la partie active n’est, en général, effectué que lors du premier affûtage, celui qui termine les opérations de fabrication. Au cours des réaffûtages successifs, on ne meule souvent qu’une ou deux faces, ce qui simplifie beaucoup le travail de remise en état.
Forme des tranchants des outils de coupe
Tout outil de machine comporte une partie active, appelée quelquefois coin taillant, à l’extrémité d’un corps d’outil. Conçues pour pouvoir découper et cisailler la matière, ces parties actives se présentent essentiellement sous forme d’arêtes tranchantes, formées par l’intersection de deux surfaces : l’une appelée face de coupe, qui forme le copeau, l’autre appelée face de dépouille, qui glisse sur la surface usinée. La machine force l’outil à pénétrer dans la matière tout en l’empêchant d’y plonger.
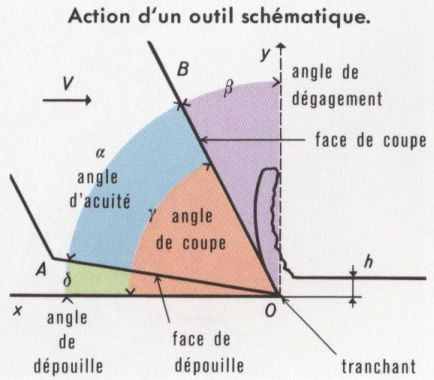
• Outil schématique. Un outil quelconque peut toujours être assimilé à un ensemble d’outils analogues à un outil appelé outil schématique ou outil élémentaire, et formé par un dièdre dont l’arête est normale au sens de déplacement de l’outil. Sur les machines dites à mouvement rectiligne, l’outil est animé d’une translation de vitesse V, le plus souvent perpendiculaire à son arête, et il enlève une épaisseur h de matière sur la face plane de la pièce. La face active OB, ou face de coupe, refoule et détache le copeau. L’arête tranchante O, encore appelée tranchant, dresse la surface de la pièce suivant le plan formé par l’arête tranchante et la droite Ox. La face OA de l’outil (la face de dépouille) n’intervient que pour donner une forme solide à l’outil. L’affûtage doit être tel que cette face soit inclinée, de manière à ne toucher la surface engendrée que par le tranchant O, car tout contact en arrière de cette arête donnerait lieu à des forces de frottement conduisant à la détérioration rapide de l’outil et de la pièce usinée, par échauffement et grippage. L’angle d’inclinaison de cette face sur la surface usinée est appelé angle de dépouille ou angle de détalonnage. La face OB forme avec OA l’angle d’acuité ou angle de tranchant. L’angle de coupe est la somme des angles d’acuité et de dépouille. Son complément est l’angle de dégagement ou angle de pente. Plus l’angle d’acuité ou de tranchant est aigu, plus la coupe est facilitée, mais la résistance propre de l’outil en est diminuée.
Affûter un outil, c’est donc usiner à la meule la face de coupe et la face de dépouille, de manière que les différents angles précédemment définis aient des valeurs déterminées suivant la nature de la matière à usiner et celle qui constitue l’outil.





 dont l’arête est normale au sens de déplacement de l’outil. Sur les machines dites à mouvement rectiligne, l’outil est animé d’une translation de vitesse V, le plus souvent perpendiculaire à son arête, et il enlève une épaisseur h de matière sur la face plane de la pièce. La face active OB, ou face de coupe, refoule et détache le copeau. L’arête tranchante O, encore appelée tranchant, dresse la surface de la pièce suivant le plan formé par l’arête tranchante et la droite Ox. La face OA de l’outil (la face de dépouille) n’intervient que pour donner une forme solide à l’outil. L’affûtage doit être tel que cette face soit inclinée, de manière à ne toucher la surface engendrée que par le tranchant O, car tout contact en arrière de cette arête donnerait lieu à des forces de frottement conduisant à la détérioration rapide de l’outil et de la pièce usinée, par échauffement et grippage. L’angle d’inclinaison de cette face
dont l’arête est normale au sens de déplacement de l’outil. Sur les machines dites à mouvement rectiligne, l’outil est animé d’une translation de vitesse V, le plus souvent perpendiculaire à son arête, et il enlève une épaisseur h de matière sur la face plane de la pièce. La face active OB, ou face de coupe, refoule et détache le copeau. L’arête tranchante O, encore appelée tranchant, dresse la surface de la pièce suivant le plan formé par l’arête tranchante et la droite Ox. La face OA de l’outil (la face de dépouille) n’intervient que pour donner une forme solide à l’outil. L’affûtage doit être tel que cette face soit inclinée, de manière à ne toucher la surface engendrée que par le tranchant O, car tout contact en arrière de cette arête donnerait lieu à des forces de frottement conduisant à la détérioration rapide de l’outil et de la pièce usinée, par échauffement et grippage. L’angle d’inclinaison de cette face  sur la surface usinée est appelé angle de dépouille ou angle de détalonnage. La face OB forme avec OA l’angle d’acuité ou angle de tranchant
sur la surface usinée est appelé angle de dépouille ou angle de détalonnage. La face OB forme avec OA l’angle d’acuité ou angle de tranchant  . L’angle de coupe
. L’angle de coupe  est la somme des angles d’acuité et de dépouille. Son complément
est la somme des angles d’acuité et de dépouille. Son complément  est l’angle de dégagement ou angle de pente. Plus l’angle d’acuité ou de tranchant est aigu, plus la coupe est facilitée, mais la résistance propre de l’outil en est diminuée.
est l’angle de dégagement ou angle de pente. Plus l’angle d’acuité ou de tranchant est aigu, plus la coupe est facilitée, mais la résistance propre de l’outil en est diminuée.