




tournage (suite)
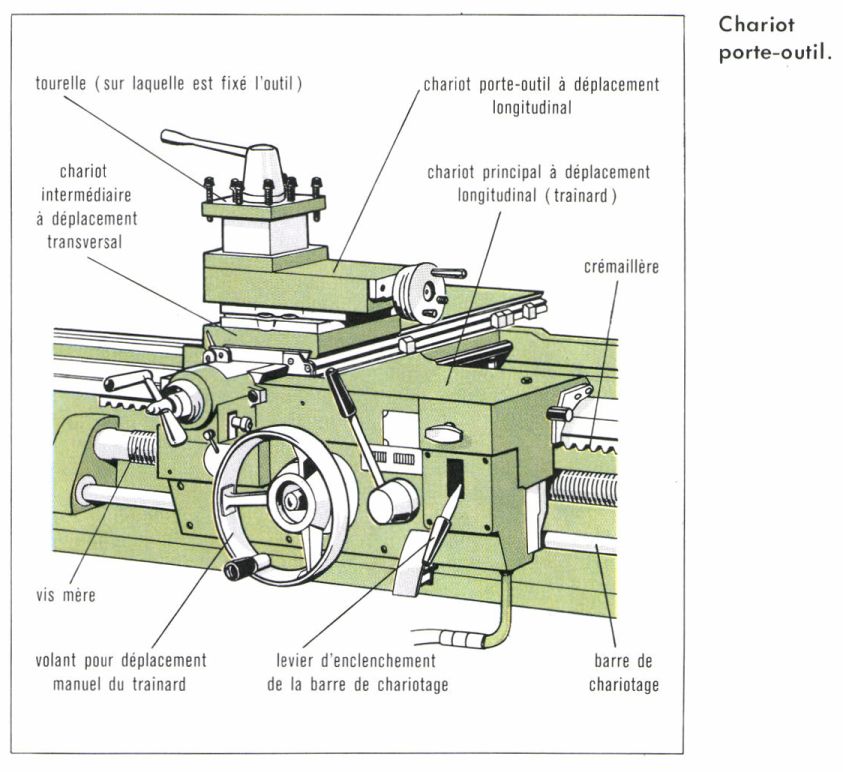
• Le mécanisme de commande de l’avance qui entraîne la barre de chariotage et la vis mère est constitué par une boîte de vitesses placée sous la boîte des vitesses de la poupée fixe et s’engrenant avec elle. On peut ainsi faire varier la vitesse de rotation de la barre de chariotage par rapport à la vitesse de rotation de la broche. Sur les tours parallèles équipés d’une vis mère et appelés tours à fileter, ce mécanisme permet de faire varier la vitesse de rotation relative de cette vis mère, qui doit toujours être proportionnelle à la vitesse de rotation de la pièce, afin de pouvoir usiner dans celle-ci un filetage de pas donné. Dans la plupart des cas, la boîte de vitesses associée à la vis mère comporte tous les rapports nécessaires pour effectuer les filetages (standards) utilisés. Ces tours à fileter sont également appelés tours universels.
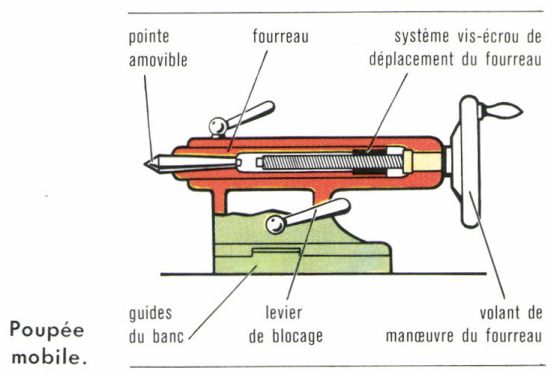
• La poupée mobile, encore appelée contre-pointe, sert à fixer l’extrémité avant des pièces très longues. Parfois, elle supporte un porte-outil, notamment un mandrin pour fixation de forets de perçage. On peut ainsi utiliser cette poupée mobile pour percer des trous dans l’axe de la pièce. La contre-pointe est toujours placée sur le banc à l’opposé de la poupée fixe.
Les pièces longues, montées entre pointes, sont fixées dans le mandrin à l’une de leurs extrémités et par la contre-pointe à l’autre extrémité. De ce fait, la contre-pointe doit être de construction robuste pour pouvoir se fixer rigidement sur le banc à l’aide d’un système de bridage efficace, généralement du type vis-écrou. À la partie avant, elle comporte une pointe amovible taillée à 60°, supportée le plus souvent dans un fourreau, quelquefois par l’intermédiaire d’une douille avec roulements et butées à billes, ce qui autorise de grandes vitesses de rotation (de l’ordre de 4 000 tr/mn). Cet ensemble est appelé pointe tournante. Le fourreau peut lui-même se déplacer longitudinalement, par l’intermédiaire d’un système vis-écrou, pour faciliter la mise en place de la pièce à usiner et dont la vis est entraînée par un volant placé à l’extrémité arrière de la contre-pointe.
Cette vis comporte un système de blocage. En plus de sa grande rigidité, cette contre-pointe est conçue de telle manière que l’axe de la pointe amovible soit rigoureusement dans le prolongement de l’axe de rotation de la broche.
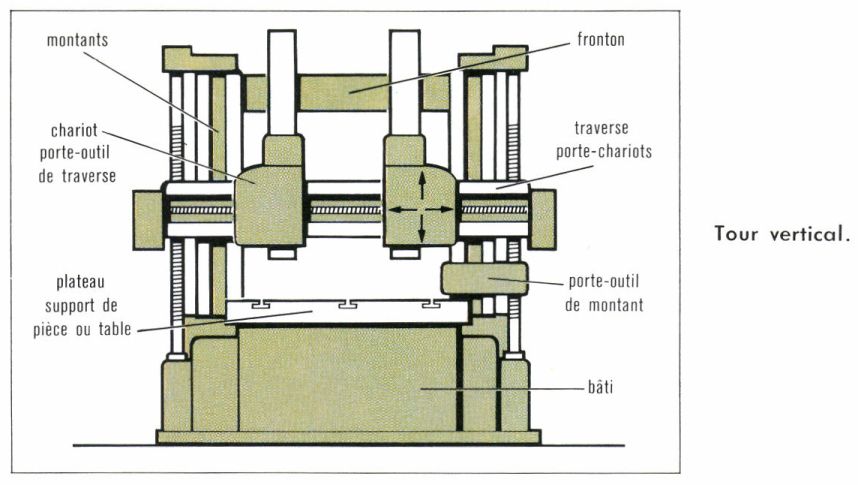
Tour vertical
Il est caractérisé par un plateau support de pièce, horizontal, qui tourne autour d’un axe vertical. La broche avec ses deux paliers est souvent remplacée par un chemin de roulement de grand diamètre qui supporte le plateau. Grâce au plateau horizontal, la mise en place de la pièce et sa fixation sont plus aisées et l’on peut placer sur le plateau des pièces lourdes de très grand diamètre. À côté du plateau horizontal du tour sont placés un ou deux montants verticaux, maintenus par un fronton, qui supportent une traverse horizontale avec un chariot porte-outil, un peu comme la superstructure d’une raboteuse. Mais, contrairement à la raboteuse, le mouvement de la pièce est circulaire et, bien entendu, obtenu par rotation du plateau. Il existe des tours verticaux pour tourner des pièces de plus de 20 m de diamètre.
Tour en l’air
Encore appelé tour à plateau vertical, ce type de tour est destiné au tournage de pièces de très grand diamètre. Son banc est dit « rompu », pour pouvoir tourner des pièces de rayon supérieur à la distance de l’axe de la broche au plan horizontal des glissières du banc. Une partie du mandrin support de pièce disparaît sous le plan des glissières. Le banc est souvent disposé perpendiculairement à l’axe de la broche. Pour les très grands tours, la poupée mobile, avec la broche et le support de pièce, peut être fixée à l’une des extrémités d’un grand bloc en béton. Le banc avec ses glissières supportant les chariots porte-outil est alors établi sur l’autre côté de ce bloc, sans qu’il y ait de liaison métallique entre les deux parties de la machine. Le bâti proprement dit de la machine est ainsi remplacé par un bloc en béton comportant une tranchée dans laquelle passe la partie inférieure de la pièce. Le tour en l’air est moins coûteux que le tour vertical, mais la mise en place et la fixation de la pièce à usiner sont difficiles, surtout s’il s’agit d’une pièce longue.
Tour revolver
Très utilisé dans les ateliers de fabrication, ce type de tour, encore appelé tour à décolleter, est conçu pour fabriquer en série de petites pièces usinées dans une barre de section ronde ou polygonale traversant la broche et maintenue au droit de l’outil par une pince, une lunette ou un canon. On gagne alors un temps appréciable sur la mise en place de la pièce à usiner, prise directement dans cette barre. Les outils sont disposés sur une tourelle qui se déplace de façon semi-automatique sur le banc par l’intermédiaire d’un cabestan commandé manuellement. Après chaque passage d’outil, le fait de ramener la tourelle à sa position arrière à l’aide du cabestan la fait tourner, et un nouvel outil se trouve placé en position de travail. À la dernière opération, un tronçonnage sectionne la pièce terminée, et la barre est avancée manuellement ou automatiquement de la quantité nécessaire pour l’exécution d’une nouvelle pièce. Le fonctionnement des tours de ce type peut être rendu automatique.
Tour automatique
Pour assurer la production de pièces tournées en très grande série, notamment de pièces pour l’automobile, on a commercialisé, suivant des principes différents, des tours automatiques dont la conception est souvent fort complexe.
• Le tour automatique à poupée mobile, encore appelé tour horloger, avec outils transversaux multiples et outils en bout, est l’un d’eux. L’automatisme de ce tour est exclusivement assuré mécaniquement par des cames, des bielles et des leviers. Il convient pour des pièces de petites dimensions.
• Le tour multibroche, un autre type de tour automatique, possède plusieurs broches tournant simultanément, disposées suivant un barillet.
• Le tour à copier comporte en général un servomécanisme hydraulique avec un palpeur qui glisse sur un gabarit. Ce tour est conçu de telle manière qu’il reproduit automatiquement sur la pièce un profil quelconque de façon identique au profil du gabarit.
• Il existe aussi des tours automatiques à commande numérique dont les servomécanismes et les organes essentiels sont commandés à partir d’informations lues automatiquement sur une bande perforée ou sur une bande magnétique par un lecteur à commande électrique.
G. F.
➙ Affûtage / Alésage / Filetage / Machine-outil / Perçage.
G. Henriot et E. Brodbeck, le Tourneur (Eyrolles, 1960). / E. Sodano, Manuel professionnel pour le tourneur (Dunod, 1962). / A. Chevalier et R. Jolys, le Tournage des métaux (Delagrase, 1964).