




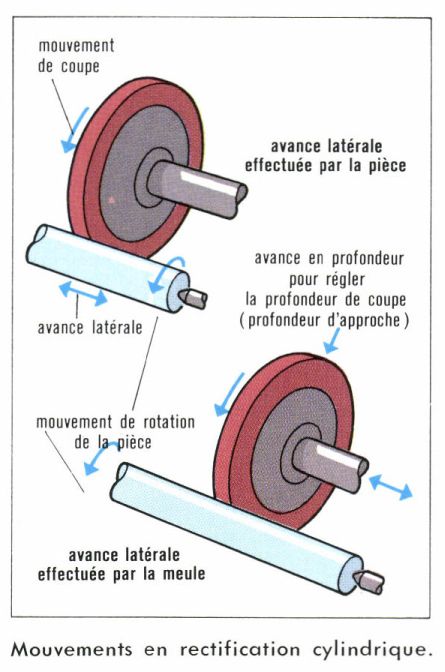
rectification (suite)
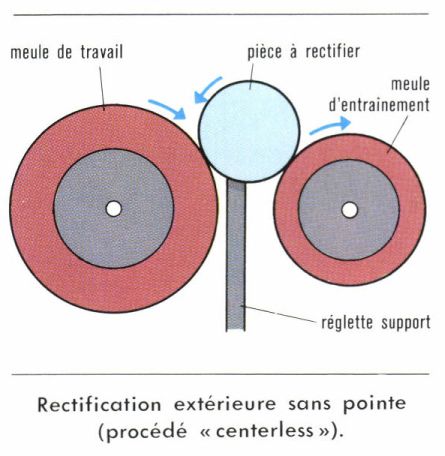
Méthode sans pointe, ou procédé « centerless ». Cette méthode, qui s’appliquait autrefois seulement aux pièces se présentant sous la forme d’un cylindre de révolution, est de plus en plus employée. Elle permet de rectifier soit des pièces de plusieurs mètres de longueur, donc impossibles à rectifier entre pointes, soit, avec un prix de revient très faible, toutes sortes de pièces de série qu’il serait prohibitif de travailler sur une rectifieuse cylindrique, le temps de montage étant souvent de beaucoup supérieur au temps d’usinage. Elle s’applique aussi bien pour les travaux de rectification extérieure que pour les travaux de rectification intérieure. Depuis quelques années, elle est aussi employée pour la rectification des filetages et pour des pièces de révolution comportant des épaulements ou un profil quelconque : on opère alors par plongée. La machine comporte :
— une meule de grand diamètre, dite « meule de travail » ;
— une meule plus petite, dite « meule d’entraînement » ;
— une réglette-support en alliage dur, disposée entre ces deux meules et sur laquelle on place la pièce à rectifier de lagon que l’axe de celle-ci soit au-dessus de la ligne des centres des meules.
Cette pièce n’est pas maintenue sur son axe ; elle repose simplement sur la réglette-support et tourne en sens inverse des deux meules de travail et d’entraînement, qui tournent dans le même sens. La meule de travail tourne à la vitesse convenable de travail (vitesse périphérique : de 25 à 30 m/s). La meule d’entraînement, qui tourne à faible vitesse, de 20 à 40 tr/mn, détermine la vitesse de rotation de la pièce. Le rôle de la meule d’entraînement est d’une part de maintenir la pièce contre la meule de travail, d’autre part d’entraîner la pièce en rotation et, enfin, pour l’usinage des pièces cylindriques, d’imposer, par inclinaison de son axe par rapport à l’axe de la meule de travail, un mouvement longitudinal à la pièce afin d’effectuer la rectification sur toute sa longueur.
Lorsque le réglage des positions respectives des deux meules et de la réglette est correctement effectué, la méthode conduit à une précision de l’ordre du micron. Lorsqu’il s’agit d’une pièce cylindrique longue, on la place entre les deux meules par l’une de ses extrémités, et la meule d’entraînement, qui fait tourner la pièce, lui impose un mouvement longitudinal de manière à passer régulièrement sur toute sa longueur devant la meule de travail.

Rectification de surfaces de révolution intérieures
On peut, au moyen de la rectification cylindrique intérieure, usiner des perçages cylindriques ou coniques.
• Rectification en l’air. La pièce est fixée dans un mandrin dont l’axe de rotation est rigoureusement confondu avec l’axe de révolution de la pièce. La rotation de ce mandrin oblige la pièce à tourner lentement autour de cet axe. La meule est fixée sur une broche de grande précision, qui tourne à très grande vitesse et dont l’axe est parallèle à l’axe de la pièce. La broche, qui peut se déplacer longitudinalement, pénètre dans l’alésage de la pièce à l’opposé du mandrin. Ainsi, le mouvement d’usinage est obtenu par rotation de la broche porte-meule, et les mouvements d’avance sont obtenus par la rotation de la pièce et par le déplacement longitudinal de la meule.
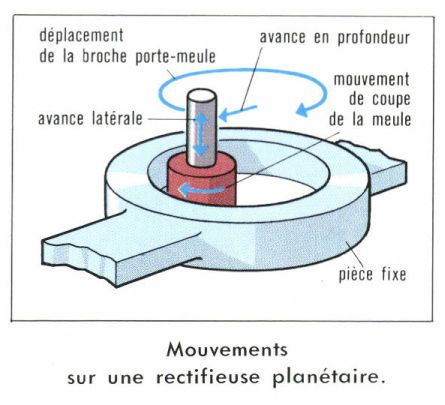
• Rectification sur machine planétaire. Cette méthode s’applique essentiellement à des pièces encombrantes, comme des blocs-moteurs. La pièce est fixée sur la table de la machine ; comme précédemment, la meule tourne à grande vitesse autour de son axe et se déplace longitudinalement. De plus, elle tourne très lentement autour d’un deuxième axe, parallèle au premier. Par ce mouvement planétaire, elle engendre la surface cylindrique à rectifier.
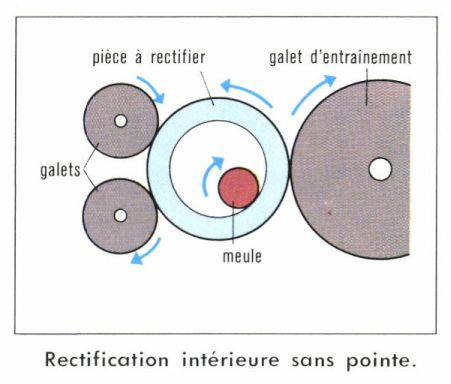
• Rectification intérieure sans pointe. Son principe est analogue à celui de la rectification extérieure sans pointe ; la machine est toutefois différente. Le guidage s’effectue par la surface extérieure de la pièce, qui est maintenue constamment en appui sur des galets convenablement disposés. Un de ces galets sert d’entraîneur. La meule est montée à l’extrémité d’une broche porte-meule, tournant à grande vitesse, et travaille à l’intérieur de la pièce au droit du galet d’entraînement. Les sens de rotation sont tels que la meule et la pièce tournent dans le même sens. On rectifie de cette façon des cuvettes de roulements à billes.

G. F.
➙ Abrasif.