




fonderie (suite)
• Moulage en carapace. Inventé en 1944 par l’ingénieur allemand J. Croning pour le moulage de grenades, il s’applique plus particulièrement à la fabrication de pièces de petites dimensions, de parois minces et creuses. Sur une plaque-modèle chauffée, on serre un mélange de sable et de matière plastique thermodurcissable, pendant une durée de 10 à 20 s, ce qui permet d’obtenir une carapace de 5 à 10 mm d’épaisseur. Cette dernière, après cuisson, est apte à recevoir la coulée de métaux et d’alliages divers.
Élaboration métallurgique de la pièce de fonderie
Elle réside dans la fusion des constituants de l’alliage et la coulée de celui-ci dans le moule préalablement préparé.
• La préparation des charges constituant le lit de fusion comporte leur pesée et leur chargement dans un ordre défini, dans le four ou le creuset. Au cours du chauffage, puis à l’état liquide, les métaux de l’alliage réagissent aussi bien avec l’atmosphère (air, gaz de combustion) qu’avec les réfractaires du creuset ou du four. Il faut donc réaliser un décrassage du bain et divers traitements d’affinage avant la coulée. Ainsi, dans la fusion de l’acier, l’oxygène, l’azote et l’hydrogène doivent être évités ou limités par traitement de désoxydation, par calmage du bain à l’aluminium pour fixer et éliminer l’oxygène et l’azote, et par réaction éventuelle avec du carbonate de calcium, ou castine.
Dans l’élaboration des alliages d’aluminium, la protection du bain par un flux de sels alcalins doit être suivie de traitements de désoxydation, puis de dégazage par un flux solide ou gazeux (barbotage de chlore), et enfin d’un affinage au titane ou au zirconium, qui permet d’obtenir une pièce ayant une structure à grains fins.
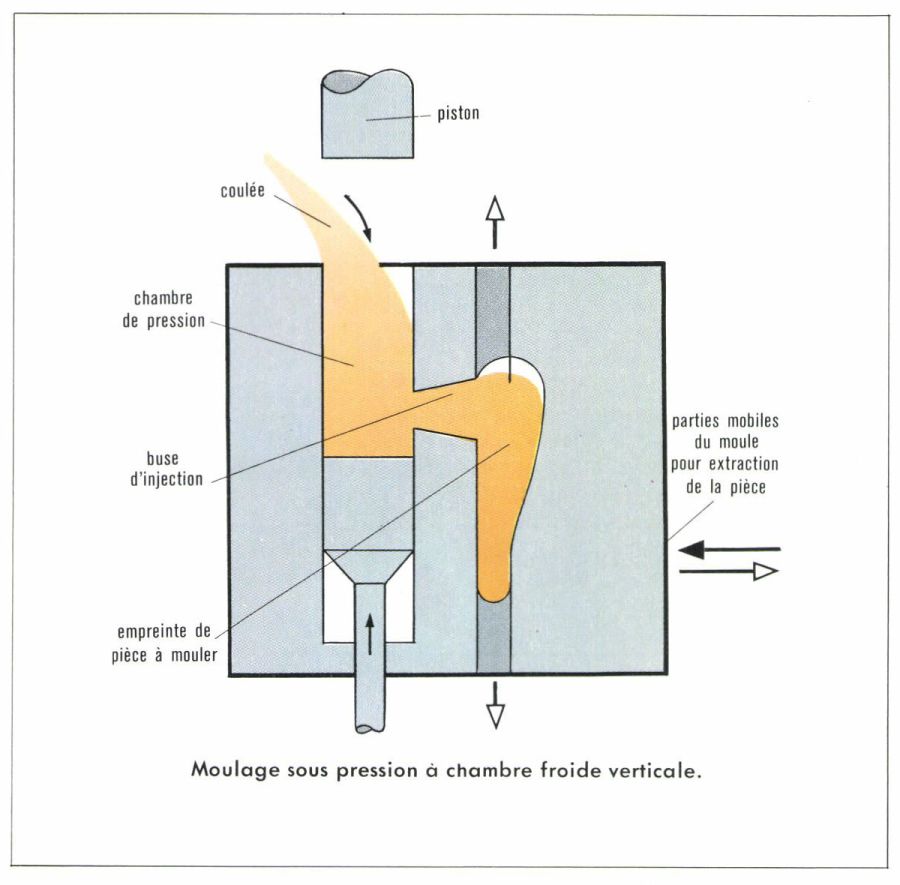
• La coulée proprement dite du bain métallique liquide dans le moule obéit à des règles technologiques pour éviter la formation de défauts dans la pièce, résultant soit du mauvais remplissage du moule, soit de la mauvaise évacuation de l’air ou des gaz du moule, ou de l’interaction entre le métal et la paroi du moule. Différents types de coulée sont pratiqués : coulée en chute directe, coulée en source, coulée tranquille, coulée sous pression. Le dessin et la disposition des canaux d’amenée du liquide dans le moule, des masselottes et des évents contribuent à la réalisation de pièces de fonderie saines.
Les défauts des pièces de fonderie ont des origines très diverses dues aux charges et à l’élaboration (inclusion, oxydation, mauvaise coulabilité), aux conditions de coulée et de refroidissement (retrait irrégulier, criques, soufflures, reprises, gouttes froides, etc.) ou à la conception et à la réalisation du moule (bavures, grippures, rugosités, dartres, etc.).
R. Le R.
➙ Coulée / Défaut / Élaboration / Four / Fusion.
H. Le Breton, Pour le fondeur d’alliages légers (Dunod, 1955) ; Défauts des pièces de fonderie (Eyrolles, 1956). / J. Lainé, A. Fackler, P. Dauxois, P. Detrez, R. Mary, J. J. Baron, C. Roinet, R. Lebre, J. Darcey, M. Jeancolas, M. Dannenmuller, Moulage et fonderie de fonte, d’acier, d’alliages cuivreux, d’alliages légers, d’alliages de zinc et d’alliages blancs (Techniques de l’ingénieur, t. II, 1956). / J. Boucher (sous la dir. de), Initiation à la fonderie (Dunod, 1967). / J. Largeteau, la Fonderie (P. U. F., 1972-75 ; 2 vol.).