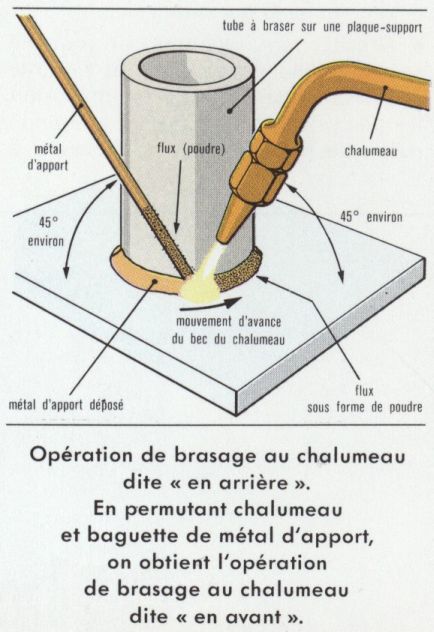
brasage (suite)
• Brasage au four. Cette technique est valable pour de grandes séries. Les pièces à braser placées l’une sur l’autre dans leur position définitive, avec l’alliage d’apport déposé dans la zone de brasage par exemple sous forme d’un fil, et si nécessaire recouvert de flux, sont introduites dans un four maintenu à température convenable. L’alliage d’apport fond, mouille le joint et se solidifie au refroidissement pour former la jonction brasée. Ces brasures sont réalisées de plus en plus dans des fours à atmosphère gazeuse réductrice tel que l’hydrogène, mélangé à des gaz neutres comme l’argon ou l’hélium, afin d’obtenir des atmosphères aux propriétés particulières. On utilise également beaucoup les fours sous vide.
• Brasage par induction. Ce procédé se rapproche du brasage au four, le chauffage étant obtenu en disposant les pièces à braser dans un solénoïde parcouru par un courant alternatif à haute fréquence. L’échauffement est à la fois très rapide et très local.
• Brasage par résistance. L’alliage d’apport est placé entre les deux pièces à braser, à travers lesquelles, à l’aide de deux électrodes, bonnes conductrices du courant électrique, on fait passer un courant de très grande intensité, jusqu’à ce que le métal d’apport soit fondu sous l’effet de la chaleur dégagée par effet Joule.
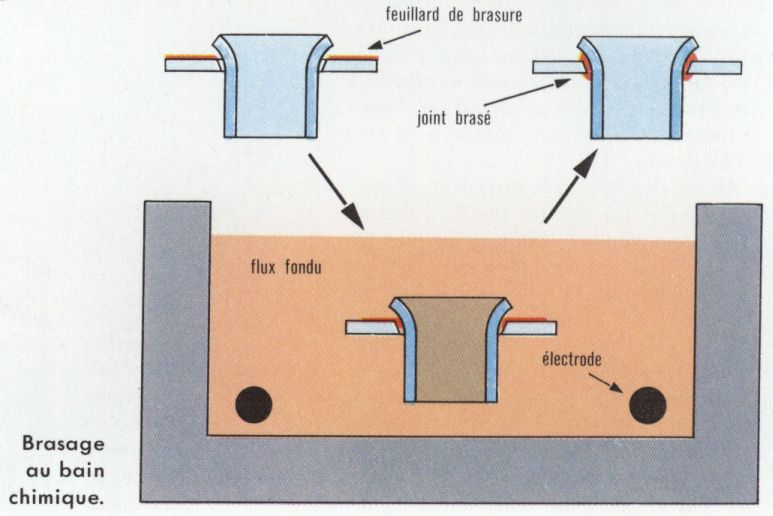
• Brasage au bain. Le chauffage des pièces à assembler est obtenu en les immergeant dans un bain chaud de sels fondus ou de métal fondu.
Le choix le plus difficile, pour réaliser de bonnes brasures, est celui du métal d’apport, expression technique tout à fait incorrecte, car il s’agit presque toujours d’un alliage et non pas d’un métal pur. Le choix de cet alliage dépend des matériaux constituant les pièces à assembler, du procédé de chauffage retenu, de la méthode adoptée pour mettre en place le métal d’apport et enfin des conditions d’emploi de l’assemblage brasé, notamment de la température maximale d’utilisation. Les métaux d’apport les plus utilisés sont des alliages d’aluminium et de silicium ; de cuivre et de potassium ; d’argent, de cuivre, de zinc et de cadmium avec éventuellement du nickel ; d’or, de cuivre et de nickel ; de magnésium, d’aluminium et de zinc ; ou encore de nickel, de chrome, de bore, de fer et de silicium. Les assemblages à braser doivent être des assemblages avec contact de surface : le brasage bout à bout, sans recouvrement, de deux tôles ne conduit pas à un assemblage résistant.
Une brasure correctement effectuée est étanche aux liquides et aux gaz.
G. F.
H. R. Brooker et E. V. Beatson, Industrial Brazing (Londres, 1953). / Armour Research Foundation of Illinois, The Fundamentals of Brazing (Washington, 1958). / American Welding Society, Brazing Manual (New York, 1963 ; trad. fr. Manuel du brasage, Dunod, 1966). / L. Mendel, Manuel pratique de soudage au chalumeau et d’oxycoupage (Dunod, 1965 ; nouv. éd., 1970). / C. F. Keel, Der praktische Autogen-Schweisser (Bâle, 1968). / L. Ducros, le Brasage (Baillière, 1970).