Le fluorure d’hydrogène liquide est ionisant, et sa température normale d’ébullition est de 19,5 °C. Il est soluble dans l’eau, et ses sels sont des fluorures. Il existe de nombreux fluorures complexes.
On connaît de très nombreux fluorocarbures, tels que CF4, C2F4, C2F6, C6F6, etc. Ces fluorocarbures sont doués d’une grande stabilité thermique. On fabrique aussi des polymères, tel un polytétrafluoroéthylène.
H. B.
fluotournage
Procédé de mise en forme de pièces creuses de révolution, de fortes épaisseurs, par déformation plastique à l’état solide, sous l’action de molettes qui viennent appliquer la matière sur une forme mère animée d’un mouvement de rotation autour de son axe.
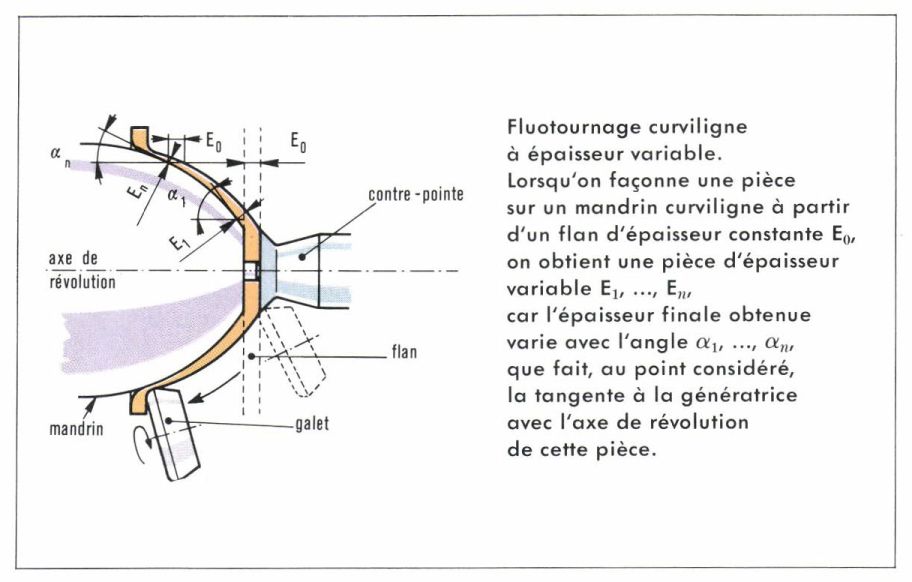
On peut ainsi réaliser des pièces de révolution à génératrices rectilignes ou curvilignes (cylindres, cônes, ogives, hémisphères, etc.) à partir d’ébauches sous forme de flans circulaires de forte épaisseur ou de viroles courtes et très massives, généralement en aciers durs fortement alliés ou en métaux et en alliages durs et réfractaires, comme le tungstène.
Ce procédé est dérivé du repoussage au tour. Mais, compte tenu de l’épaisseur des flans que l’on peut former par fluotournage (quelques centimètres), de la nature des aciers façonnables (aciers durs fortement alliés et réfractaires), de la grande rigidité des structures de machines, des puissances très élevées des commandes de celles-ci et des efforts énormes exercés par les molettes sur l’ébauche (quelques dizaines de tonnes), le fluotournage se distingue profondément du repoussage au tour. La différence apparaît également dans la nature même des déformations produites : par fluotournage, on déforme le volume en augmentant les surfaces et en diminuant l’épaisseur ; par repoussage au tour, on façonne essentiellement des tôles minces en matériaux ductiles (acier doux, cuivre, etc.) en produisant des rétreints ou des expansions de valeurs limitées, ne modifiant que très peu l’épaisseur des ébauches.
Mode opératoire
Les machines spéciales à fluotourner sont essentiellement constituées par une broche très rigide à l’extrémité de laquelle est fixée la forme mère de la pièce à façonner. Cette forme, toujours de révolution, est appelée mandrin pour le fluotournage externe et matrice pour le fluotournage interne. Autour de l’axe de rotation de ce mandrin sont disposées deux, trois ou quatre molettes en acier trempé (dureté 67 Rockwell) ; elles sont placées régulièrement afin que les efforts radiaux exercés par ces molettes sur l’ébauche et la forme mère se compensent ; ainsi, on évite des déformations trop importantes de cette forme mère et une résultante trop intense sur la broche de la machine. Les molettes sont maintenues par des supports de très grande rigidité, mobiles radialement et axialement sous l’action de vérins de grande puissance.
Le flan ou l’ébauche à façonner est appuyé contre le mandrin par un support mobile disposé dans le prolongement avant de l’axe de la broche et appelé contre-pointe. Pour façonner certains matériaux, l’ébauche peut être préalablement chauffée au four, afin de faciliter sa déformation plastique.
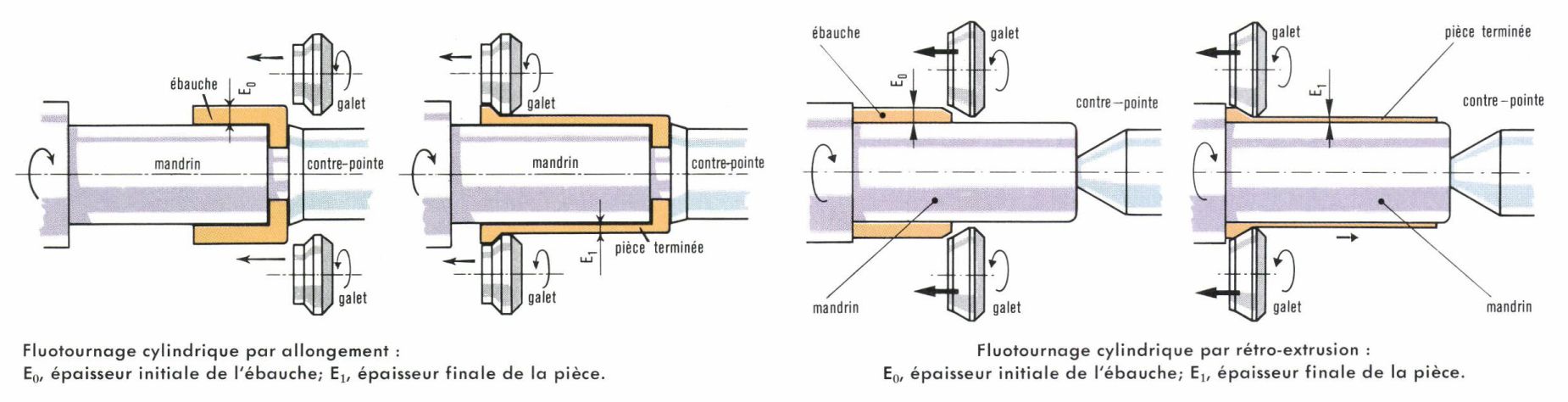
Après mise en rotation de l’ensemble mandrin-ébauche-contre-pointe, les molettes se déplacent à vitesse à peu près constante, parallèlement au profil du mandrin. Sous l’effet des divers mouvements de rotation et de translation axiale et radiale, la déformation de la matière s’opère progressivement par passes hélicoïdales, et l’action des molettes transforme l’ébauche en une pièce qui épouse exactement la forme du mandrin. C’est le fluotournage externe.
On peut également disposer les molettes à l’intérieur de l’ébauche et amener celle-ci à épouser la face intérieure de la forme mère (matrice). C’est le fluotournage interne.
Intérêt du procédé
• D’abord, il permet de façonner rapidement des pièces de formes complexes en aciers durs, fortement alliés et réfractaires, ou en métaux et en alliages analogues qu’il est difficile, voire impossible de forger ou d’usiner par les méthodes conventionnelles. Par rapport aux procédés d’usinage classique par enlèvement de matière, il en résulte à la fois une réduction considérable de la durée des opérations, une économie de matière et l’obtention de pièces à texture fibreuse présentant de meilleures caractéristiques mécaniques que les pièces usinées.
• Comparé aux procédés classiques de forgeage, le fluotournage apporte également une réduction de la durée totale des opérations et de bien meilleures tolérances. Très souvent, les pièces fluotournées ne nécessitent aucune reprise par usinage.
• L’opération de fluotournage permet de contrôler l’état du matériau travaillé : si l’ébauche comporte une crique, une soufflure ou un autre défaut de continuité, celui-ci devient presque toujours apparent après façonnage et, par un simple examen visuel, on détecte la pièce défectueuse. Réciproquement, si un matériau a été façonné correctement par fluotournage, on peut être à peu près certain qu’il ne présente aucun défaut de nature à nuire à la bonne résistance de la pièce obtenue.
• Par fluotournage, on peut également façonner des matériaux réfractaires et cassants, comme le tungstène et le molybdène, et des matériaux feuilletés cuivre-acier inoxydable ou acier inoxydable-acier faiblement allié.
• Compte tenu des puissances et des efforts nécessaires, les machines à fluotourner sont assez coûteuses. Toutefois, pour une unité de production donnée, si le volume de pièces à façonner est suffisant, l’amortissement des machines peut être très rapide.
Fabrication de tôles en acier spécial
Suivant une méthode élaborée en France, il est possible de réaliser par fluotournage cylindrique, à partir de viroles courtes et épaisses, des cylindres longs et minces, ayant des formes rigoureusement prédéterminées. Après que ces cylindres ont été coupés suivant une génératrice et mis à plat, on obtient des tôles en aciers spéciaux de grandes dimensions (7 × 3 m par exemple), dont l’épaisseur est calibrée avec d’étroites tolérances (± 0,05 mm). Ce procédé permet, d’ailleurs, de fabriquer aussi bien des tôles d’épaisseur constante que des tôles d’épaisseur variable ou encore des éléments plats comportant des profils les plus variés, avec gorges, rainures, nervures, pentes, surépaisseurs les plus diverses, aussi bien sur la face interne que sur la face externe.
G. F.
M. Guibert, Fabrication des avions et missiles (Dunod, 1960).