




alliage (suite)
Élaboration des alliages
Le plus couramment, les alliages sont élaborés à partir de l’état liquide par fusion des éléments constitutifs ; d’autres méthodes, telles que le frittage et la cémentation, s’appuient sur le phénomène de diffusion des constituants à l’état solide. Enfin, l’élaboration électrolytique est plus rare.
Par fusion, il est possible d’élaborer la majorité des alliages. Suivant la proportion des métaux constitutifs, leur point de fusion, leur oxydabilité et leur nature (lingots, déchets), la technique peut différer. Lorsque les deux métaux sont en proportions voisines (laiton à 60 p. 100 de cuivre et à 40 p. 100 de zinc), on fond d’abord le métal à plus haut point de fusion (cuivre dans le laiton) et l’on ajoute ensuite l’autre métal. Lorsque l’un des métaux est prédominant (régule à 85 p. 100 d’étain et à 15 p. 100 d’antimoine), on pratique d’abord sa fusion, même si son point de fusion est inférieur à celui du second constituant, qui se dissoudra facilement. La fusion constitue une opération primordiale de fonderie, et des précautions doivent être prises aussi bien durant la fusion des charges que lors de la coulée de l’alliage dans les moules, ou lingotières. En plus de la composition des charges, il faut veiller à leur nature physique et à leur propreté (absence de souillures, graisses, oxydes, humidité), surtout dans la refusion de déchets de récupération. Au cours de la fusion, le bain peut se trouver modifié dans sa composition par suite de réactions avec le creuset ou lu sole du four (graphite, alumine, silice), avec l’atmosphère par oxydation et volatilisation d’un constituant (cas du zinc formant de l’oxyde sous forme de fumées blanchâtres), avec les gaz dans un four chauffé au gaz ; cela oblige à déposer un flux protecteur en surface du bain et à effectuer des traitements d’affinage et de dégazage. Pour l’élaboration d’alliages de métaux très réactifs, on opère en atmosphère protectrice et neutre d’azote ou d’argon, ou même sous vide. Des facteurs physiques importants doivent être surveillés : le cycle de chauffage et le temps de maintien en fusion, ainsi que la température de fusion et de coulée de l’alliage, grâce au contrôle pyrométrique.
Alliages industriels
Ces alliages, composés d’un métal de base avec une ou deux additions principales, contiennent couramment cinq ou six éléments en très faible proportion, provenant soit d’impuretés résiduelles dans l’élaboration de l’alliage, soit d’additions secondaires voulues.
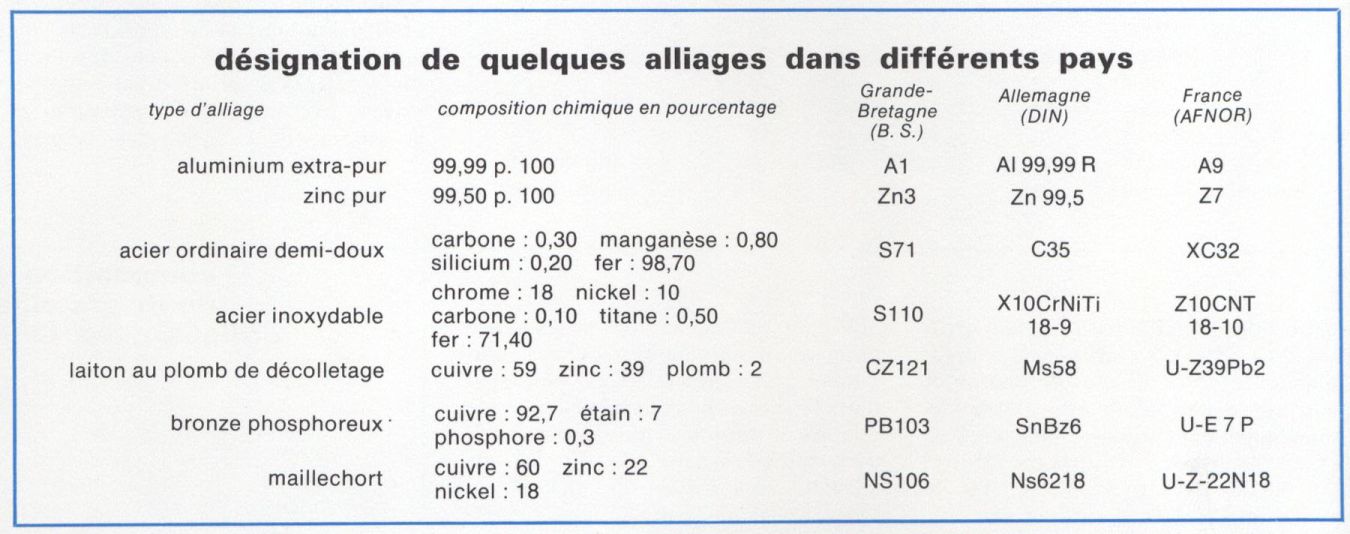
En raison de leur nombre et de la diversité de leurs compositions, les alliages ont des désignations normalisées, suivant les organismes et les pays, qui permettent de les classer et de mieux rationaliser leur emploi. La désignation de l’Association française de normalisation (AFNOR) comporte un ensemble de lettres ou symboles indiquant la nuance, la nature des additions principales, la pureté, la soudabilité et des nombres représentant la teneur nominale en élément principal considéré, ces nombres étant parfois affectés de coefficients conventionnels. Le nombre d’additions est relativement élevé dans certains alliages industriels, notamment dans les aciers spéciaux ; ainsi, un alliage stellite pour outil de coupe contient 26,5 p. 100 de chrome, 20 p. 100 de cobalt, 19 p. 100 de nickel, 11 p. 100 de fer, 9 p. 100 de tungstène, 4,5 p. 100 de molybdène, 9 p. 100 de vanadium, 0,5 p. 100 de silicium et 0,5 p. 100 de carbone. Cette variété d’additions, qui peut surprendre, s’explique par la diversité des qualités demandées à un même alliage, et ces additions ont chacune un rôle spécifique soit isolé, soit en relation avec l’existence d’une autre addition, dans un but d’application de l’alliage, de son comportement en service ou encore pour faciliter son élaboration et éviter certains défauts. Ces additions permettent d’obtenir un certain nombre de qualités : augmentation de la dureté et de la charge de rupture, moindre fragilité, résistance à l’abrasion, maintien des caractéristiques de coupe avec l’échauffement, tenue à chaud au fluage, abaissement des points de transformation pour faciliter la trempe, accroissement de la pénétration de trempe, relèvement de la température de recristallisation au recuit pour maintenir le durcissement dû à l’écrouissage, modification des propriétés magnétiques, limitation de l’oxydation dans l’air à haute température, amélioration de la tenue aux agents chimiques ou aux milieux de corrosion, affinage des grains, réduction de la surchauffe, désoxydation du bain fondu, fixation de certains gaz, amélioration de l’usinabilité, etc.
On distingue souvent les alliages d’après leur mode d’élaboration ou de formage, leur composition chimique étant adaptée au processus même de formage ; les principaux types industriels sont :
— les alliages de fonderie pour la confection de pièces moulées ;
— les alliages corroyés par déformation mécanique à chaud (forgeage, laminage à chaud, estampage, etc.) ;
— les alliages écrouis par déformation mécanique à froid (laminage à froid, étirage, etc.) ;
— les alliages frittés obtenus par la technique de métallurgie des poudres ;
— les alliages obtenus par des procédés spéciaux et limités tels que soudage, dépôt électrolytique, diffusion de cémentation, projection au pistolet, condensation sous vide, etc.
L’ensemble des alliages est classé, d’une part, d’après le métal de base les constituant et, d’autre part, d’après leurs utilisations.
Alliages ferreux
Leur tonnage mondial d’élaboration représente annuellement plus des neuf dixièmes du tonnage de l’ensemble des métaux et des alliages produits. Ils comprennent les aciers ordinaires (alliages de fer et de carbone à moins de 1,8 p. 100), les aciers alliés et fortement alliés, ou spéciaux, et les fontes (alliages de fer et de carbone dont la teneur peut être comprise entre 2 et 6 p. 100). Deux grandes catégories de fontes se distinguent suivant leur structure, résultant des additions (manganèse et silicium) et du mode de refroidissement à la solidification : les fontes blanches, à cassure brillante et dans lesquelles le carbone se présente sous forme de carbure cémentite ; les fontes grises, à cassure terne de couleur grise et dont la majeure partie du carbone se présente sous forme de particules de graphite. La fonte grise, la plus utilisée industriellement, s’emploie sous forme de moulages. Pour des applications particulières, les fontes blanches ou grises constituent des fontes spéciales lorsqu’elles sont alliées à des métaux tels que le nickel, le chrome, le manganèse et le silicium. (V. acier, fonte, sidérurgie.)