




ciment (suite)
Laitiers de haut fourneau
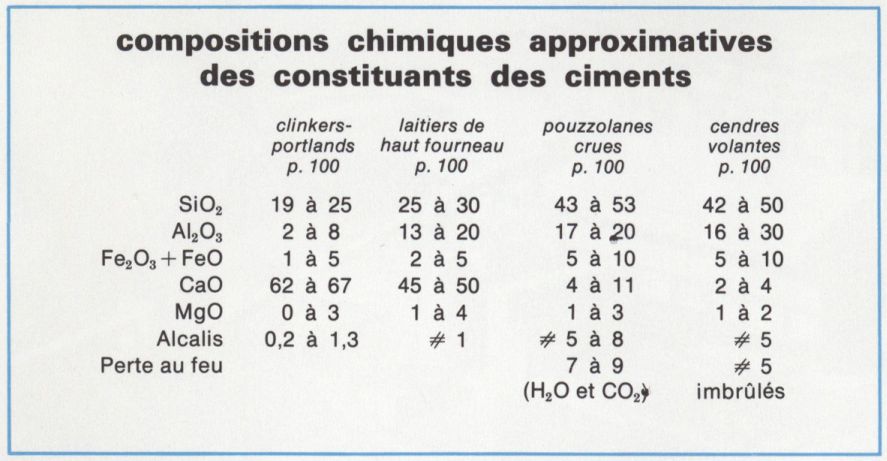
Les laitiers sont des matières siliceuses obtenues par fusion au cours de différents traitements industriels visant principalement l’extraction ou la purification des métaux. Ils ne sont jamais l’objet d’une fabrication spéciale, mais seulement des sous-produits d’autres fabrications. Les laitiers utilisés en cimenterie renferment approximativement, pour une partie d’alumine, deux parties de silice et trois parties de chaux. De plus, ils doivent être fortement trempés ; ils sont granulés par projection dans un violent courant d’eau froide, empêchant ainsi la cristallisation d’un mélange fortement basique ; le sable humide obtenu doit être séché.
Pouzzolanes
Les pouzzolanes sont des produits naturels, d’origine volcanique, essentiellement composés de silice, d’alumine et d’oxyde de fer. Elles sont employées en cimenterie, après un traitement thermique, pour leurs propriétés pouzzolaniques et, à ce point de vue, on peut leur assimiler d’autres produits naturels ou artificiels.
Les Romains utilisaient des mélanges de pouzzolane et de chaux éteinte ; en cimenterie moderne, on remplace la chaux éteinte par le clinker-portland et on utilise comme pouzzolane l’argile cuite, le trass et, de plus en plus, les cendres pouzzolaniques de centrales thermiques, c’est-à-dire des résidus de combustion de la houille, dont la finesse, au départ de charbon pulvérisé, est voisine de celle des ciments courants.
Fabrication
L’opération industrielle fondamentale en cimenterie est, bien entendu, l’élaboration du clinker-portland. Cette fabrication comporte les opérations de broyage et de mélange, avant cuisson. On peut, à cet effet, soit broyer à sec les constituants, ce qui nécessite un séchage préalable : c’est le procédé sec ; soit délayer ou broyer, suivant leur dureté, en présence d’eau, les matières premières : c’est le procédé humide, qui a été un facteur important de qualité en augmentant la finesse et en facilitant l’homogénéisation et la manipulation du mélange. Mais d’importants progrès ont été réalisés dans le broyage, le mélange et la manutention des matières sèches, et on assiste maintenant à un retour en faveur de la voie sèche en raison de l’importante économie de combustible qu’elle permet.
Si le charbon pulvérisé a dû à la cimenterie sa première application à grande échelle, on assiste actuellement à un développement de plus en plus important de l’utilisation du fuel et du gaz naturel, qui permettent également d’obtenir la température d’environ 1 450 °C nécessaire pour la cuisson. Un four à ciment produit de 500 à 3 000 t de clinker par jour, et la fabrication d’une tonne nécessite, suivant le procédé, de 750 à 1 500 th, soit de 150 à 250 kg de charbon médiocre.
Le four rotatif est un cylindre en tôle à revêtement intérieur réfractaire. Il est très légèrement incliné sur l’horizontale, de manière à assurer la progression de la matière, et il tourne autour de son axe en une minute ou une minute et demie ; les plus grands fours modernes dépassent 160 m de longueur et 5 m de diamètre.
Le broyage s’effectue dans des tubes qui ont de 8 à 20 m de longueur, de 2 à 4 m de diamètre. Ils sont compartimentés et remplis au tiers de boulets en acier ; la puissance des moteurs d’entraînement dépasse souvent 2 000 ch et peut atteindre 4 000 ch. La finesse visée est grande, et plus de 50 p. 100 du poids du ciment sont constitués de grains inférieurs à 30 μ.
Enfin, si la cimenterie est une industrie à faible main-d’œuvre, elle nécessite des investissements considérables, de l’ordre de 220 F par tonne annuelle de capacité installée pour un produit de faible prix, inférieur à 100 F par tonne. En France, le bâtiment consomme environ 80 p. 100, les travaux publics 20 p. 100 du ciment fabriqué.
Il est remarquable qu’une industrie aussi ancienne que la cimenterie connaisse, depuis la Seconde Guerre mondiale, une progression aussi spectaculaire : pour la France, la production de ciment est passée de 14 Mt en 1959 à 30 Mt en 1975, et pour le monde de 290 Mt en 1959 à 700 Mt en 1975. Dans les pays européens industrialisés, la consommation annuelle de ciment par habitant est de l’ordre de 500 kg.
Types de ciments
Un ciment est caractérisé par sa catégorie (portland, laitier au clinker, alumineux, etc.) et par ses résistances à la compression à 2,7 et 28 jours d’âge, sur éprouvettes en mortier normal.
La norme P 15 301, enregistrée en août 1976, fixe, pour certaines classes, une limite inférieure nominale et une limite supérieure nominale à 28 jours d’âge, par exemple la fourchette 250-450 pour la classe portland 350.
Dans la symbolisation, seul figure le dernier nombre, qui représente la résistance à 28 jours : portland 400. Les ciments portland sont classés suivant leur classe de résistance et en fonction de l’absence ou de la présence de 15 ± 5 p. 100 de constituant secondaire (laitier de haut fourneau, pouzzolane, cendre volante). Pour des teneurs plus fortes en laitier, on a les ciments Portland de fer (25 à 35 parties de laitier), les ciments métallurgiques mixtes (50 p. 100 de laitier), les ciments de haut fourneau (65 à 75 parties de laitier) et les ciments de laitier au clinker (au moins 80 parties de laitier). Tous ces ciments reçoivent au broyage une petite quantité, environ 5 p. 100, de gypse.
Les ciments pouzzolano-métallurgiques, qui font l’objet d’un brevet, proviennent d’un mélange ternaire convenablement dosé de clinker-portland, de laitier granulé et de cendre volante pouzzolanique.
Les ciments naturels et les ciments à maçonner sont utilisés, en faible quantité d’ailleurs, pour les travaux du bâtiment.
Enfin, les ciments alumineux, à prise lente mais à durcissement élevé et extrêmement rapide, sont obtenus par la mouture après cuisson, poussée ou non jusqu’à fusion, de mélanges de bauxite et de calcaire ou de chaux. Leur fabrication est réalisée par fusion au four à réverbère, d’où leur nom de ciment fondu.