




céramique (suite)
Les kaolins constituent le matériau de base pour la poterie fine ; les plus purs (exempts de fer) sont réservés à la porcelaine genre « Chine ». Seuls, les kaolins sont fortement réfractaires et ne commencent à se ramollir après cuisson qu’au-dessus de 1 550 °C s’ils sont très purs, pour atteindre la fusion complète à 1 850 °C. Dans la pratique, ces limites sont fortement abaissées. Pour les usages autres que réfractaires, où cette propriété n’est pas recherchée, on ajoute à la pâte du feldspath, qui, par suite de la présence d’oxydes alcalins (Na2O, K2O), alcalino-terreux (CaO), de point de fusion plus bas, sert de flux lors de la cuisson.
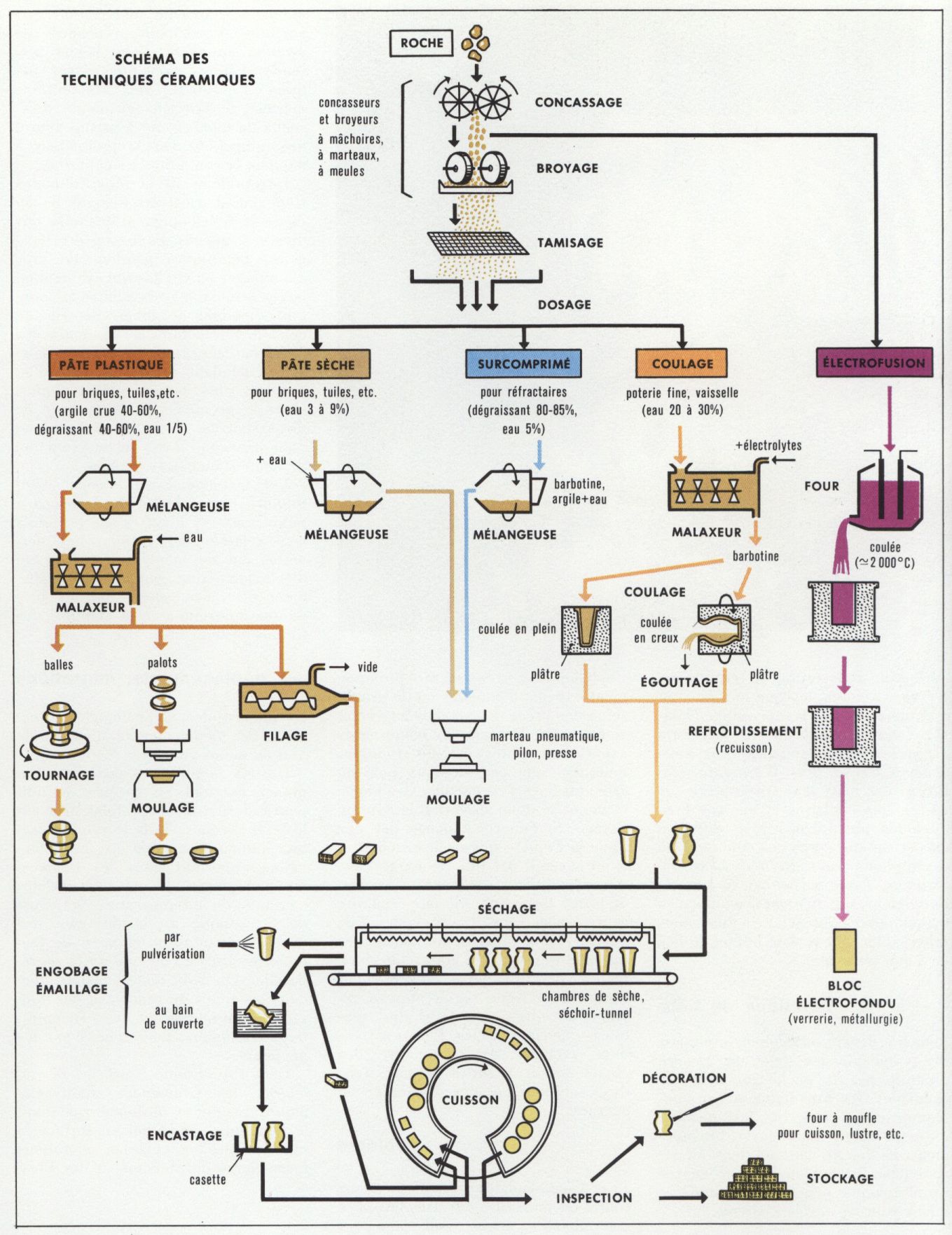
Techniques céramiques
La production se fait soit à partir de pâte (molle ou sèche), qui se retrouve à quelques nuances près en briqueterie, poterie et produits réfractaires, soit à partir de suspension, coulée en moule absorbant (coulée en barbotine).
Formage en pâte molle ou semi-dure
Les terres argileuses (et notamment les kaolins) sont tout d’abord broyées et homogénéisées. Ces matériaux plastiques, mélangés à des dégraissants, ou matériaux non plastiques (quartz, feldspath), sont humidifiés pour se présenter sous forme d’une pâte modelable. En effet, les kaolins et les terres plastiques ne peuvent pas être utilisés seuls, car leur retrait important tant au séchage qu’à la cuisson entraînerait des gerçures et des déformations. La pâte contient généralement une certaine quantité d’air, jusqu’à 10 p. 100 en volume, provenant des formes pulvérulentes initiales, qui gêne le séchage et provoque des amorces de fissures. Aussi, avant emploi, procède-t-on à une désaération sous vide qui fait tomber cette proportion à moins de 1 p. 100. La mise en forme se fait par filage (tubes céramiques, pièces prismatiques, etc.), par tournage sur des machines représentant l’évolution moderne du tour de potier (gros isolateurs de lignes haute tension, poterie décorative), par moulage sous pression dans des moules de forme. Avec cette dernière technique, il est possible sous forte pression d’obtenir avec très peu d’eau une pièce présentant une cohésion suffisante pour être manipulée avant cuisson (produits réfractaires surcomprimés). Ces techniques de mise en forme ont donné lieu à de nombreuses variantes (pressage isostatique, vibro-compression, etc.).
Coulage en barbotine
Cette méthode permet d’obtenir des épaisseurs très faibles, comme c’est généralement le cas pour les porcelaines fines. Le principe consiste à briser une suspension en absorbant l’eau de suspension au contact d’une forme poreuse. Celle-ci est le plus souvent en plâtre. Lorsque des épaisseurs très faibles sont souhaitées (tasses fines), on se contente de couler dans le moule sans contre-moule. La forme poreuse se recouvre d’une pellicule plus ou moins épaisse suivant les caractéristiques de la barbotine et la porosité du moule, et l’excès de liquide est rejeté. Moule et contre-moule peuvent être tous deux en plâtre, mais le moule peut comprendre une partie extérieure en plâtre et le contre-moule intérieur être en acier, ou inversement. La préparation de la barbotine se fait à partir de matières premières convenablement broyées (kaolin, quartz, feldspath), mises en suspension dense dans une faible quantité d’eau. Le rôle de l’eau est complexe : une partie est fixée par solvatation sur les ions des constituants cristallins et forme une coquille de molécules orientées, une autre est plus faiblement liée et constitue une coquille de diffusion. Une autre partie enfin est passive et se borne à occuper les sites intergranulaires. Une bonne barbotine doit être coulante (fluidité) et stable, tout en ayant aussi peu d’eau que possible. Des additions d’électrolytes faibles (silicate de sodium, tanin, pyrophosphates alcalins, dérivés des lignites) contribuent à donner aux barbotines les propriétés requises ; la stabilité n’est assurée que pour des pH compris entre 7 et 10.
Séchage et cuisson
Les pièces moulées, pressées ou coulées ont une résistance suffisante pour être manipulées. Elles sont soumises au séchage dans des étuves ou des séchoirs-tunnels dans lesquels le départ d’eau doit être très progressif. Pour certaines pièces décoratives (vases) ou utilitaires (porcelaines de laboratoire), la pièce reçoit un engobe, coloré ou non, de même nature que le tesson, puis une couverte (glaçure ou émail). La matière ainsi déposée, généralement par immersion dans une barbotine ou par pulvérisation, a un point de fusion inférieur à la température de cuisson du support et s’étend à la surface de la poterie en lui donnant une résistance sclérométrique ainsi qu’une imperméabilité et un aspect supérieurs. Après séchage, on procède à la cuisson. Certaines pièces fragiles, qui ne peuvent supporter le poids d’un simple empilage ou doivent être protégées du contact direct avec les flammes, sont disposées dans des enceintes, ou boîtes réfractaires, appelées casettes ou gazettes : c’est l’encastage. La cuisson peut se faire en deux temps pour certaines porcelaines fines (biscuit). Après cuisson dans des fours intermittents ou continus (tunnels et fours en fer à cheval), la pièce est terminée et prête à l’usage (briques, tuiles, poteries ordinaires) ou reçoit une décoration. Le décor ou le lustre est à nouveau cuit dans un four à moufle.
Glaçures
Mélanges vitrifiés de borates et de silicates complexes, destinés à revêtir la surface de certains objets céramiques pour leur donner une résistance superficielle ou pour les décorer.
Les glaçures comportent comme agents vitrifiants la silice et l’anhydride borique, l’alumine qui joue son rôle d’amphotère et des oxydes basiques tels que K2O, Na2O, CaO et PbO. Les produits solubles dans l’eau (borax, certains sels alcalins) doivent être frittes avant d’être mis en barbotine. Souvent, la glaçure est rendue opaque par de l’oxyde d’étain ou de la zircone. On demande à une glaçure de napper, ce qui implique que la matière soit fondue, ait une viscosité faible et mouille bien le support. Elle doit conduire à une surface parfaitement lisse. Les glaçures pour porcelaine ont une température de nappage supérieure à 1 300 °C ; elles sont constituées par du feldspath presque pur. Les glaçures pour grès sanitaire nappent entre 1 200 et 1 250 °C, les glaçures pour faïence entre 1 000 et 1 150 °C et les glaçures majoliques au-dessous de 1 000 °C. Les glaçures dont la cuisson s’effectue au-dessus de 1 150 °C doivent être exemptes de plomb. Le revêtement se fait soit par trempage du tesson dans une barbotine, soit par pulvérisation dans le cas de pièces lourdes à manier telles que les articles sanitaires. Après séchage, la pièce est mise à cuire jusqu’à ce que la glaçure ait atteint son lustre. Une glaçure trop épaisse, surtout la glaçure sans plomb, est sujette au tressaillage ou à présenter des coulures. Cuite, la glaçure doit avoir un coefficient de dilatation assorti à celui du support pour éviter le tressaillage, de préférence plus faible pour être en compression au retour à la température ambiante et accroître sa résistance.
I. P.
I. P.
➙ Briqueterie / Faïence / Porcelaine / Poterie / Réfractaire (produit).