




bière (suite)
La place de la bière dans le monde
La production mondiale, qui s’élevait à 570 millions d’hectolitres en 1968, est en constante progression (production 1960 : 420 millions d’hectolitres). Elle se répartit comme suit (en milliers d’hectolitres) :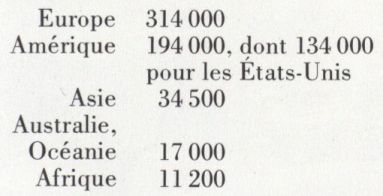
En Europe, les pays les plus gros producteurs de bière sont (en milliers d’hectolitres) : l’Allemagne de l’Ouest et de l’Est, 94 000 ; la Grande-Bretagne, 52 400 ; l’U. R. S. S., 36 000 ; la Tchécoslovaquie, 20 100 ; la France, 20 000 ; la Belgique, 12 600.
En France, la production de la bière a évolué très favorablement : de 8 700 000 hl en 1920, elle a dépassé 20 millions d’hectolitres en 1968.
La consommation de bière par habitant et par an est de 40 litres en France ; les consommations les plus élevées sont celles de la Tchécoslovaquie (130 litres) et de l’Allemagne fédérale (122 litres).
Évolution économique de la brasserie en France et en Europe
Le fait primordial est une industrialisation à partir d’affaires artisanales et familiales, suivie d’une concentration industrielle considérable depuis la fin de la Première Guerre mondiale. En 1920, il y avait en France 1 376 brasseries pour une production de 8 700 000 hl. En 1968, ce nombre est tombé à 133 brasseries, produisant 20 millions d’hectolitres. Parmi ces dernières usines, dix fabriquent plus de 500 000 hl chacune, et leur production totale représente 41,5 p. 100 de la production nationale.
Cette concentration a été provoquée par la nécessité d’accroître sans cesse le potentiel de fabrication des usines de pointe et surtout par la transformation profonde du conditionnement : passage de la vente en fûts à la vente en litres et en quarts, équipement en groupes d’embouteillage de plus en plus puissants et en pasteurisateurs, ce qui nécessite des investissements importants. En outre, les conditions de la vente, de la publicité et de la distribution jouent un grand rôle. Quatre groupes financiers rassemblent environ 75 p. 100 de la production nationale française.
Cette concentration industrielle a eu lieu également dans d’autres pays européens, comme la Belgique et les Pays-Bas.
La fabrication de la bière
Elle nécessite les matières premières suivantes : malt, grains crus (riz, maïs), houblon, eau, levure. La fabrication du malt à partir de l’orge de brasserie fait l’objet d’une industrie particulière, la malterie.

La malterie
Cette industrie transforme l’orge sélectionnée pour la brasserie en malt, matière première rendue friable, riche en enzymes et en extrait soluble dans l’eau. Cette transformation est appelée désagrégation.
• Le trempage. L’orge est préalablement nettoyée et débarrassée de ses impuretés (débris, végétaux, pailles, pierres) dans des appareils appelés tarares, puis elle passe dans des trieurs à alvéoles, qui enlèvent les grains cassés et les graines étrangères. Ensuite, un calibreur sélectionne le grain selon sa grosseur en trois catégories : les grains d’une grosseur supérieure à 2,5 mm (orges no 1), puis les grains supérieurs à 2,2 mm (orges no 2), le résidu étant constitué par les orgettes, destinées à l’alimentation animale.
L’orge est ensuite transportée dans la salle de trempe. On travaille séparément les orges no 1 et no 2.
Le trempage a comme objectif principal de gonfler d’eau le grain jusqu’à une humidité de 45 p. 100 à une température de 12 à 15 °C : celui-ci sera désormais capable de germer et de subir la « désagrégation ».
En même temps, le trempage assure un nettoyage poussé du grain et lui enlève poussières et micro-organismes ; dans la première eau de trempe, on peut même ajouter un peu de soude caustique, afin de faciliter le travail de nettoyage.
Enfin, le trempage apporte au grain l’oxygène en quantité suffisante pour que commence à se développer la vie de l’embryon : en même temps, il est utile d’évacuer le gaz carbonique formé par la respiration de cet embryon. À tout prix, il faut éviter l’asphyxie et toute fermentation du grain, qui, par l’alcool produit, inhiberait la croissance du germe.
L’opération de la trempe se déroule dans des cuves à tremper métalliques de forme cylindro-conique et d’une capacité moyenne de 20 t d’orge dans les malteries récentes. Une cuve à tremper comporte un petit cône perforé dans le fond de la cuve (pour évacuer l’eau sale sans perdre de grain), une tuyauterie et une vanne de vidange, un dispositif d’aération du grain par air comprimé dans la partie conique, un dispositif d’aspiration du gaz carbonique par le dessous ou le dessus de la cuve, enfin des amenées d’eau pour son renouvellement ou la pratique du débordement.
La conduite de la trempe consiste à faire alterner des périodes sous eau et des périodes à découvert ; ces périodes peuvent durer chacune environ de deux à dix heures. La durée totale de trempe est d’environ cinquante-cinq heures pour une eau à 13-15 °C.
Les périodes sous eau permettent de nettoyer le grain, de lui apporter eau et oxygène ; lors des périodes à découvert, les eaux sales sont évacuées, et la pénétration de l’eau et de l’oxygène se poursuit.
À la fin de la trempe, l’orge est gonflée d’eau jusqu’à 45 p. 100 d’humidité et « pique », c’est-à-dire que le coléorhize du germe a fait son apparition à la base du grain. Le malteur recherche avant tout l’homogénéité du travail en trempe.
• La germination. Le grain trempé est apte à germer. La germination est une phase importante du maltage, car elle active ou synthétise les enzymes nécessaires à la désagrégation de l’orge et, plus tard, au brassage. Les principales enzymes de la germination sont les glucanases, les hémicellulases, les amylases (alpha et bêta), les protéases, les peptidases, les phytases, les oxydases, etc. De nombreuses et très intéressantes recherches ont été faites ces dernières années à ce sujet, et, en particulier, on a mis en évidence la synthèse, de novo, de l’α-amylase dans l’assise protéique de l’orge en germination. Les autres enzymes sont activées dans l’embryon et dans l’assise protéique, en particulier à partir de formes latentes.