




tournage (suite)
Contrairement aux techniques de rabotage, de mortaisage et de brochage, l’outil de tour est toujours en prise, et l’enlèvement de matière est continu. De ce fait, l’outil ne subit pas de chocs, ce qui permet l’emploi de matières dures et fragiles (céramique, diamant, etc.) et l’utilisation de très grandes vitesses de coupe. De plus, l’absence de temps morts autorise un usinage plus rapide et, comme les mouvements sont continus, sans retours rapides ni arrêts, le rendement d’utilisation de l’énergie motrice est maximal.
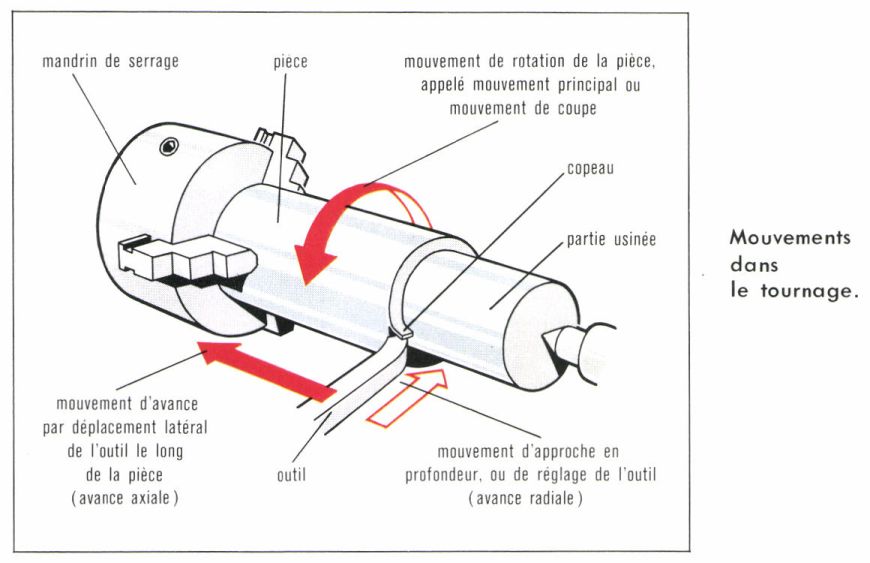
La permanence du travail est obtenue par la trajectoire décrite par l’outil sur la pièce, qui est soit une hélice pour les surfaces de révolution (avance axiale), soit une spirale pour les surfaces planes (avance radiale).
Types de tours
Le tour est la plus répandue de toutes les machines-outils et aussi la plus ancienne. On l’utilise dans les ateliers de réparation pour fabriquer des pièces à l’unité comme dans les ateliers de production des usines de constructions mécaniques pour produire des pièces en très grande série. Il domine toujours en nombre et, parmi toutes les autres machines-outils, son pourcentage de fréquence est presque toujours supérieur à 40 p. 100. Suivant le travail pour lequel il est conçu, il se présente soit sous la forme d’une petite machine rustique, longue d’un mètre à peine, soit sous la forme gigantesque et complexe d’une machine constituant à elle seule une petite usine, comme certains tours de 300 ch capables d’usiner des pièces de plus de 100 t (cylindres de laminoirs, turbines, etc.) en y enlevant jusqu’à 2 t de copeaux à l’heure. Chaque type est plus spécialement conçu pour effectuer un travail donné.
Pour les pièces longues et celles dont le diamètre est inférieur à 800 mm environ, on utilise en général le tour parallèle, qui est le type le plus répandu dans les ateliers. Pour les pièces de très grand diamètre et les pièces plates, on utilise soit le tour vertical, soit le tour en l’air. Les petites pièces, jusqu’à 80 mm de diamètre environ, sont en général usinées sur le tour à décolleter. Enfin, pour réaliser des pièces en série, on utilise les tours semi-automatiques et les tours automatiques.
Tour parallèle
Les principaux éléments constitutifs d’un tour parallèle sont le banc, la poupée fixe, le traînard avec ses chariots et sa tourelle porte-outils, le mécanisme de commande de l’avance et la poupée mobile.
• Le banc, dont l’indéformabilité caractérise la qualité d’un tour, est généralement en fonte, quelquefois en construction soudée. Il est constitué par un support en forme de poutre, de très grande rigidité à la fois à la flexion et à la torsion, conçue pour amortir les sources de vibration qui apparaissent lorsque l’outil travaille. Les différents organes sont fixés sur le banc, ou font corps avec lui. À sa face supérieure, le banc comporte un ensemble de deux glissières horizontales disposées longitudinalement sur lesquelles se déplace le traînard. Ces glissières sont parallèles à l’axe de rotation de la broche, appelée poupée.
• La poupée fixe, qui assure avec précision la mise en rotation de la pièce, comprend elle-même les éléments suivants :
— une boîte de vitesses permettant de faire varier la vitesse de rotation de la pièce, afin de choisir la vitesse de coupe optimale pour le travail à exécuter ;
— une broche de tournage, arbre de forte section, presque toujours creux, spécialement conçu pour être fixé au mandrin de serrage et pour transmettre le mouvement de rotation à la pièce, matérialisant par là même sou axe de rotation ;
— un bloc de serrage de la pièce sur la broche, appelé mandrin, fixé par vissage sur le nez de broche.
• Le traînard, avec les deux chariots à mouvements croisés qui supportent la tourelle porte-outils, se déplace longitudinalement sur le banc du tour. Le chariot supérieur est solidaire de la tourelle, qu’il supporte et sur laquelle on peut fixer différents outils, dont un seul est utilisable à la fois. Pour se servir des autres outils on fait tourner cette tourelle. Celle-ci est supportée par le chariot porte-outil, lui-même monté sur le chariot inférieur, le chariot transversal, par des glissières et un plateau tournant gradué. L’outil peut ainsi être mis en mouvement, avec le chariot porte-outil dont il est solidaire, par l’intermédiaire d’un système vis-écrou. Cette vis est mue manuellement à l’aide d’un volant. Par rotation du plateau gradué, la direction de ce mouvement de translation, généralement parallèle à l’axe de rotation de la pièce, peut être amenée à faire un angle non nul avec cet axe de rotation, ce qui permet d’usiner des surfaces coniques d’angle au sommet variable. Le chariot transversal, encore appelé chariot intermédiaire, monté par des glissières sur le chariot longitudinal (chariot inférieur) du traînard, est lui aussi équipé d’un système vis-écrou. Cette vis est entraînée soit manuellement à l’aide d’un volant, soit automatiquement par enclenchement d’une chaîne cinématique, entraînée par la barre de chariotage placée longitudinalement à l’avant du banc. Mais seuls les tours perfectionnés sont équipés d’un système de déplacement transversal automatique du chariot intermédiaire. La mise en mouvement de ce chariot transversal entraîne l’outil à se déplacer perpendiculairement à l’axe de rotation de la pièce. Ce chariot transversal est lui-même solidaire d’un grand chariot longitudinal, supportant les deux chariots précédents. On peut le déplacer longitudinalement sur toute la longueur du banc du tour. Ce déplacement est obtenu manuellement par l’intermédiaire d’une chaîne cinématique comportant une crémaillère fixée près de la face avant du banc, s’engrenant avec un pignon lui-même solidaire d’un volant de commande. Il peut être également obtenu automatiquement par enclenchement de la barre de chariotage. Celle-ci est un arbre disposé le long du banc et comporte une rainure longitudinale sur laquelle glisse une douille à ergot solidaire de la chaîne cinématique du traînard. Ce déplacement automatique du traînard est utilisé pour les usinages longitudinaux de surfaces cylindriques appelés chariotages. Sur les tours parallèles dits « tours à fileter », le traînard peut également être entraîné automatiquement à l’aide de la vis mère, grande barre filetée avec une très grande précision, placée longitudinalement à côté de la barre de chariotage et utilisée pour les opérations de filetage au tour. Cette vis permet d’établir un rapport constant entre la vitesse de rotation de la pièce et la vitesse d’avance du traînard.